




























DE
39
Betriebsanleitung
WF 35
Übersetzung der
Originalbetriebsanleitung
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Dieses Gerät ist zum Schweißen von Aluminiumdraht mit Ø 0,8 bis 1,2 mm geeignet (I-B).
Der Einsatz bei Aluminium erfordert ein spezielles Gas, nämlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gasliefe
-
ranten beraten. Der Gasfluss liegt je nach Umgebung und Erfahrung des Schweißers zwischen 15 und 20 l/min.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck geringer sein, da der Draht sonst zerdrückt wird.
- Verwenden Sie das Kapillarrohr (zur Drahtführung zwischen den Rollen des Drahtvorschubkoffers und dem EURO-Anschluss) nur für das
Schweißen von Stahl/Edelstahl (I-B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teflonseele ausgerüstet. Schneiden Sie
die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.
Bei der Verwendung von rotem oder blauem Mantel (Aluminiumschweißen) wird empfohlen, das Zubehör 90950
(I-C) zu verwenden. Diese Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das
Ablaufen des Drahtes.
Video
HALBAUTOMATISCHES SCHWEISSEN BEI CUSI UND CUAL (LÖTEN)
Das Gerät ist zum Schweißen von CuSi- und CuAl-Draht mit Ø 0,8 bis 1,0 mm geeignet.
Wie beim Schweißen von Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Teflonseele ausgerüstet werden. Beim Löten
muss reines Argon (Ar) als Schutzgas eingesetzt werden.
HALBAUTOMATISCHES SCHWEISSEN FÜLLDRAHT
Das Gerät ist zum Schweißen von Aluminiumdraht mit Ø 0,9 bis 1,6 mm geeignet. Die Originalrollen müssen durch Rollen ersetzt werden, die spe
-
ziell für Fülldraht geeignet sind (optional). Das Verschweißen vom Fühldraht mit einer Standarddüse kann zu Überhitzung und Beschädigung des
Brenners führen. Entfernen Sie die Originaldüse von Ihrem MIG-MAG-Brenner.
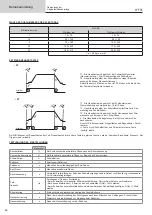
EMPFOHLENE KOMBINATIONEN
(mm)
Strom (A)
Ø Draht (mm)
Ø Düse (mm)
Durchsatz (L/min)
MIG
0,8-2
20-100
0,8
12
10-12
2-4
100-200
1,0
12-15
12-15
4-8
200-300
1,0/1,2
15-16
15-18
8-15
300-500
1,2/1,6
16
18-25
MAG
0,6-1,5
15-80
0,6
12
8-10
1,5-3
80-150
0,8
12-15
10-12
3-8
150-300
1,0/1,2
15-16
12-15
8-20
300-500
1,2/1,6
16
15-18
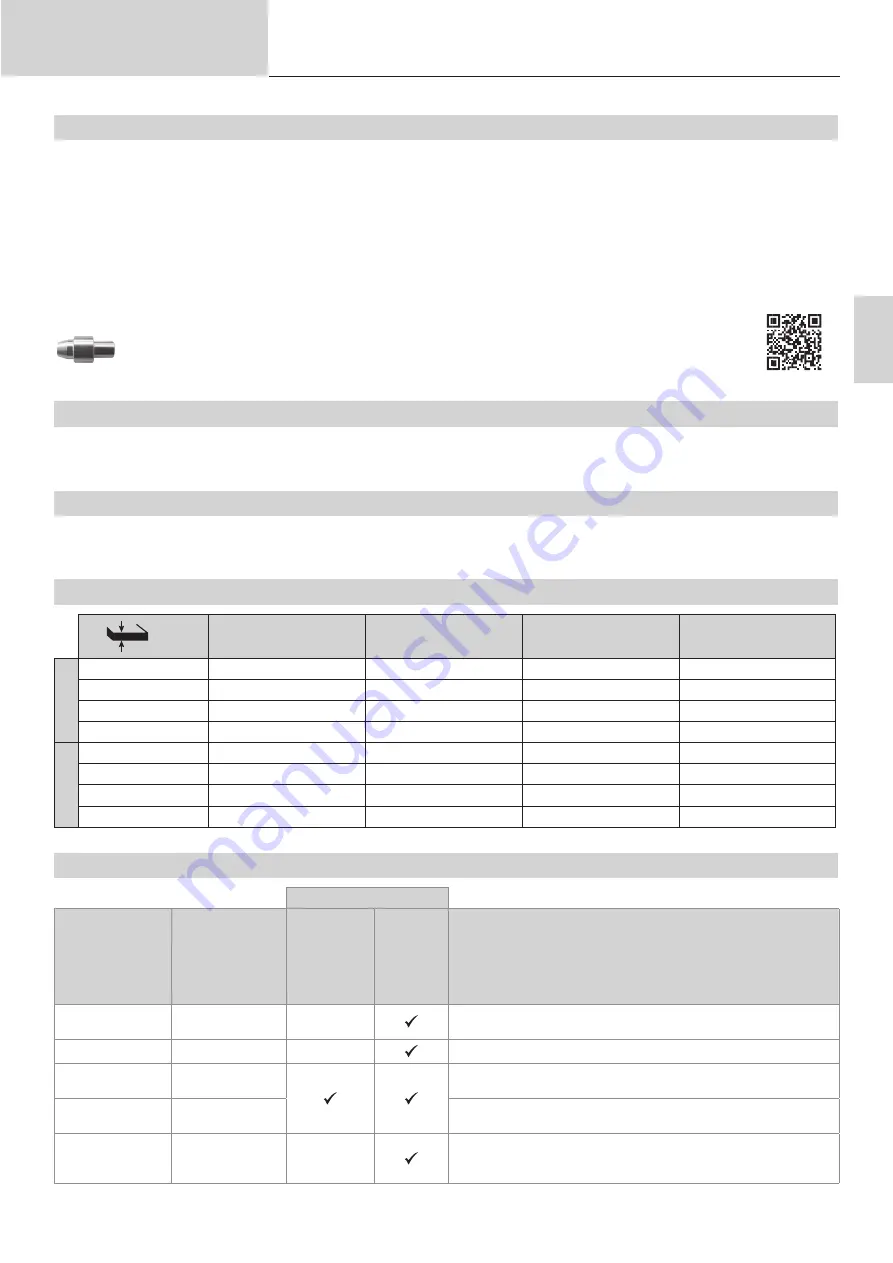
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
Schweißverfahren
Parameter
Einstellungen
Manuell
Synergetisches
Schweißen
Drehmoment
Material/Gas
- Fe Ar 15% CO
2
- ...
-
Auswahl des zu verschweißenden Materials.
Synergetische Schweißparameter
Drahtdurchmesser
Ø 0,6 > Ø 1,6 mm
-
Auswahl des Drahtdurchmessers
Brennertaster
Modus
2T, 4T
Wahl des Modus zur Verwaltung des Schweißens am Brennertaster
Modus Pu
-
nktschweißen
Spot, Spot-Verzö
-
gerung
Auswahl des Modus Punktschweißen
1
.
Einstellung
Stärke
Strom
Geschwindigkeit
-
Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu
schweißenden Werkstücks, durchschnittlicher Schweißstrom oder
Drahtgeschwindigkeit).
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).

























































