





























66
Manuale d’utilizzo
WF 35
Traduzione delle istruzioni
originali
PARAMETRI DEL PROCESSO
Parametri
Regolazioni
Procedimento di salda
-
tura
Standard
Corrente liscia
Pulsato
Corrente pulsata
Spot
Puntatura liscia
Spot-Pulsato
Puntatura pulsata
Modalità pulsante
2T, 4T, Valvola
Scelta della modalità di gestione della saldatura a pulsante.
L’accesso a certi parametri di saldatura dipende dalla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy o Ex
-
pert. Fare riferimento al manuale dell’IHM.
REGOLAZIONI
• Standard
Il processo di saldatura TIG DC Standard consente saldature di alta qualità sulla maggior parte dei materiali ferrosi come acciaio, acciaio inossidabile,
ma anche rame e sue leghe, titanio ... Le numerose possibilità di gestione corrente e i gas consentono la perfetta padronanza delle operazioni di
saldatura, dall’innesco al raffreddamento finale del cordone di saldatura.
• Pulsato
• TIG DC Pulsato - PulsatoQuesto modo di saldatura a corrente continua pulsata concatena degli impulsi di corrente debole (I, impulsione di salda
-
tura), poi delle impulsioni di corrente debole (I_Freddo, impulsione di raffreddamento del pezzo). Questa modalità permette di assemblare i pezzi
limitando il rialzo della temperatura e le deformazioni. Ideale anche in posizione.
Esempio :
La corrente di saldatura è regolata a 100A e % (I_Freddo) = 50%, sia una corrente fredda= 50% x 100A = 50A.
F (Hz) è impostato su 10Hz, il periodo del segnale sarà 1 / 10Hz = 100ms -> ogni 100ms, un impulso a 100A e un altro a 50A si susseguiranno.
• Spot
Questa modalità di saldatura permette di pre-assemblare i pezzaprima della saldatura. La puntatura può essere manuale attraverso il pulsante o
cronometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una migliore riproducibilità e la realizzazione di punti non
ossidati.
• Spot-Pulsato
Questa modalità di saldatura permette il pre assemblaggio dei pezzi prima di saldare. La puntatura può essere manuale attraverso il pulsante o cro
-
nometrato con un tempo di puntamento predefinito. Questo tempo di puntatura permette una migliore riproducibilità e la realizzazione di punti non
ossidati.
SCELTA DEL DIAMETRO DELL’ELETTRODO
Ø Elettrodo (mm)
TIG DC
Tungsteno puro
Tungsteno con ossidi
1
10 > 75
10 > 75
1.6
60 > 150
60 > 150
2
75 > 180
100 > 200
2.5
130 > 230
170 > 250
3.2
160 > 310
225 > 330
Circa = 80 A par mm de Ø
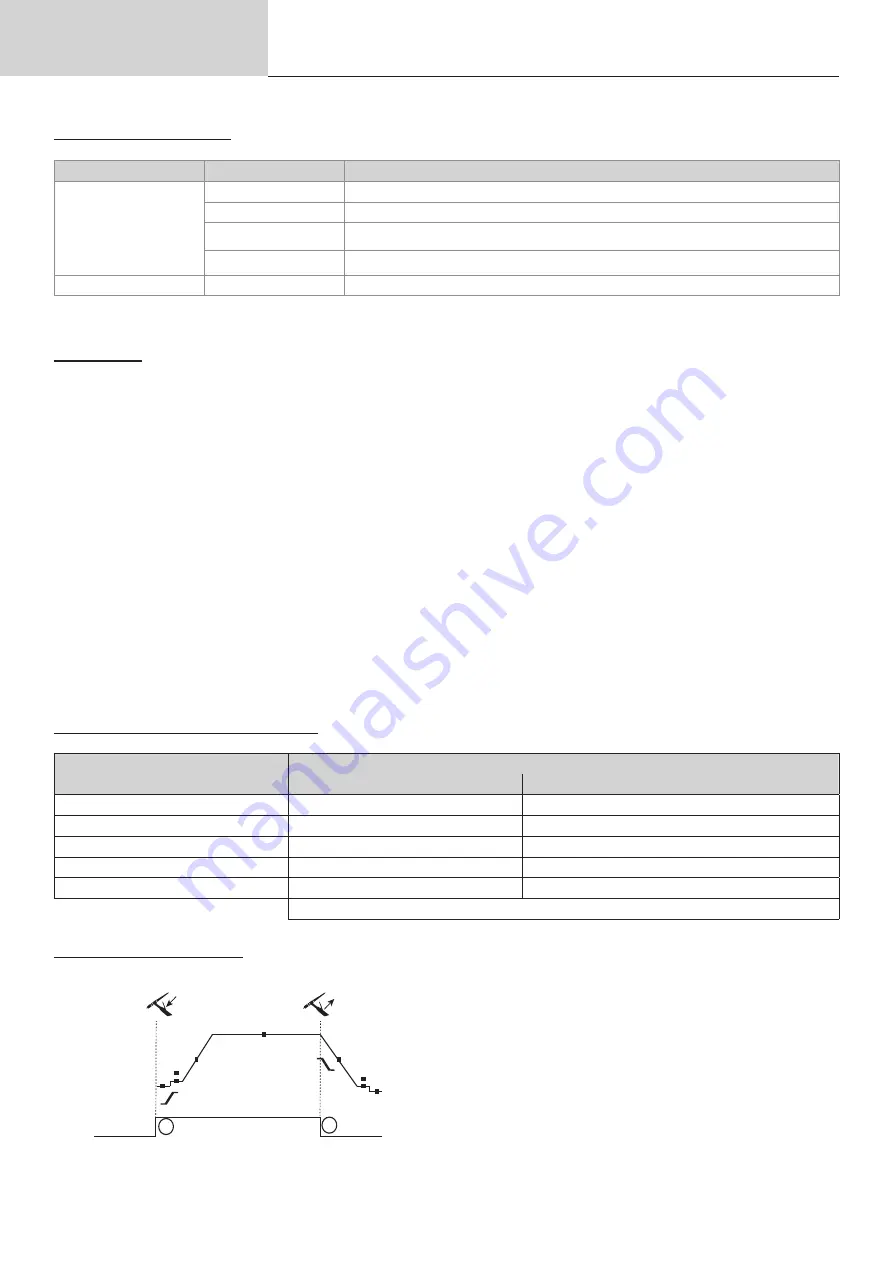
COMPORTAMENTO PULSANTE
• 2T
t
t
t
t
t
t
T2
T1
Pulsante
principale
T3
T1
T2
T4
T3
T1
T2
T4
>0.5s
<0.5s
<0.5s
Pulsante
principale
Pulsante
principale
T1 - Il tasto principale è premuto, il ciclo di saldatura comincia (Pre
-
Gaz, I_Start, UpSlope e saldatura).
T2 - Il tasto princioale è rilasciato, il ciclo di saldatura è all’arresto
(DownSlope, I_Stop, PostGaz).
Per la torcia a 2 tasti e solo in 2T, il tasto secondario è gestito come
il tasto principale.























































