





























NL
55
Gebruikershandleiding
WF 35
Vertaling van de originele handleiding
KEUZE VAN DE DIAMETER VAN DE ELEKTRODE
Ø Elektrode (mm)
TIG DC
Zuivere Wolfraam
Wolfraam met oxiden
1
10 > 75
10 > 75
1.6
60 > 150
60 > 150
2
75 > 180
100 > 200
2.5
130 > 230
170 > 250
3.2
160 > 310
225 > 330
Ongeveer = 80 A per mm Ø
GEBRUIK VAN DE TREKKER
• 2T
t
t
t
t
t
t
T2
T1
Hoofd-knop
T3
T1
Hoofd-knop
T2
T4
T3
T1
Hoofd-knop
T2
T4
>0.5s
<0.5s
<0.5s
T1 - De hoofd-knop is ingedrukt, de lascyclus start (Pregas, l_Start,
UpSlope en lassen).
T2 - De hoofd-knop wordt losgelaten, de lascyclus wordt gestopt
(DownSlope, l_Stop, Postgas).
Op de toorts met 2 knoppen, en alleen in 2T, wordt de secundaire
knop gebruikt als hoofd-knop.
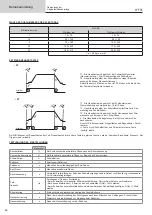
• 4T
t
t
t
t
t
t
T2
T1
Hoofd-knop
T3
T1
Hoofd-knop
T2
T4
T3
T1
Hoofd-knop
T2
T4
>0.5s
<0.5s
<0.5s
T1 - De hoofd-knop is ingedrukt, de cyclus start vanuit Pre-gas en
stopt in de fase l_Start.
T2 - De hoofd-knop wordt losgelaten, de cyclus gaat over in
UpSlope en in lassen.
T3 - De hoofd-knop is ingedrukt, de cyclus gaat over in Downslope
en stopt in de fase l_Stop.
T4 - De hoofd-knop wordt losgelaten, de cyclus eindigt met Post-
gas.
NB : voor toortsen, dubbele knoppen en dubbele knop + draaiknop
=> knop « hoog/lasstroom » en draaiknop actief, knop « laag » niet
actief.
Voor de toortsen met dubbele knoppen of dubbele trekkers houdt de « bovenste » trekker dezelfde functie als de eenvoudige toorts met maar één
enkele trekker of lamel. De « onderste » trekker is niet actief.
DEFINITIE INSTELLINGEN
Een-
heid
Onderbreken van de
stroom
%
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Startstroom
%
Dit stroomniveau bij het opstarten is de fase voordat het stroomniveau verhoogd wordt.
Lasstroom
A
Lasstroom.
Koude stroom
%
Tweede lasstroom, genaamd «koude » stroom
Duur van de puls
s
Fase pulsen : handmatig of een vooraf bepaalde tijdsduur
Duur spot
s
Handmatig of een vooraf bepaalde tijdsduur.
Downslope
s
Voorkomt kratervorming aan het einde van het lassen, en vermindert het risico op scheurtjes, in het bijzonder op
lichtere legeringen.
Frequentie
van de puls
Hz
Puls frequentie (geadviseerde instelling) :
• In geval van lassen met handmatig toevoegen van metaal zal F(Hz) worden gesynchroniseerd met de hande
-
ling van het toevoegen van metaal,
• Bij dunner plaatwerk zonder toevoegen van materiaal (< 0.8 mm), F(Hz) >10Hz
• In positie lassen : F(Hz) < 100Hz
Stijgende stroom
s
Zorgt voor een progressieve verhoging van de lasstroom.
Post gas
s
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de lasboog. Beschermt het
werkstuk en de elektrode tegen oxidatie tijdens het afkoelen.
Pre-gas
s
Duur van het zuiveren van de toorts en het creëren van een beschermgas voorafgaand aan de ontsteking.
Tijdsduur onderbreking
s
Stroomniveau bij het uitdoven is een fase die volgt op het verlagen van de stroom.
Tijdsduur opstarten
s
Duur van het opstart-stroomniveau, voordat het stroomniveau wordt verhoogd.
Koude stroom
%
Schakelen duur warme puls-stroom (l)





















































