

























FR
13
Manuel d’utilisation
WF 35
Notice originale
a
b
c
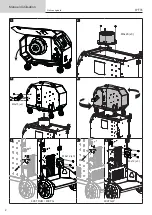
- Ouvrir la trappe du dévidoir.
- Positionner la bobine sur son support.
- Tenir compte de l’ergot d’entrainement (c) du support bobine. Pour monter une bobine
200 mm, serrer le maintien bobine en plastique (a) au maximum.
- Régler la molette de frein (b) pour éviter lors de l’arrêt de la soudure que l’inertie de la
bobine n’emmêle le fil. De manière générale, ne pas trop serrer, ce qui provoquerait une
surchauffe du moteur.
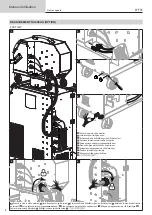
CHARGEMENT DU FIL D’APPORT
a
b
Pour changer les galets, procéder comme suit :
- Desserrer la molette (a) au maximum et l’abaisser.
- Déverrouiller les galets en dévissant les vis de maintien (b).
- Mettre en place les galets moteur adaptés à votre utilisation et revisser les vis de maintien.
Les galets fournis sont des galets double gorge :
- acier Ø 1.0/1.2
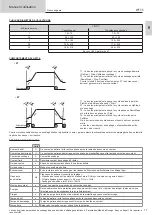
- Contrôlez l’inscription sur le galet pour vérifier que les galets sont adaptés au diamètre du fil et à
la matière du fil (pour un fil de Ø 1.0, utiliser la gorge de Ø 1.0).
- Utiliser des galets avec rainure en V pour les fils acier et autres fils durs.
- Utiliser des galets avec rainure en U pour les fils aluminium et autres fils alliés, souples.
: inscription visible sur le galet (exemple : 10 = Ø 1.0)
: gorge à utiliser
a
Pour installer le fil de métal d’apport, procéder comme suit :
- Desserrer la molette au maximum et l’abaisser.
- Insérer le fil, puis refermer le motodévidoir et serrer la molette selon les indications.
- Appuyer sur la gâchette de la torche pour actionner le moteur, une procédure s’affiche à
l’écran.
Remarques :
• Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchauffe du moteur.
• Le connecteur de la torche doit être également bien serré afin d’éviter son échauffement.
• Vérifier que ni le fil, ni la bobine ne touche la mécanique de l’appareil, sinon il y a danger de court-circuit.
RISQUE DE BLESSURE LIÉ AUX COMPOSANTS MOBILES
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entrainer par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entrainement!
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
• Ne pas porter de gants lors de l’enfilement du fil d’apport et du changement de la bobine du fil d’apport.
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG)
Ce matériel peut souder du fil acier et acier inoxydable de
Ø 0.6 à 1.2 mm (I-A). L’appareil est livré d’origine avec des galets Ø 1.0/1.2 pour acier ou
acier inoxydable. Le tube contact, la gorge du galet, la gaine de la torche sont prévus pour cette application.
L’utilisation en acier nécessite un gaz spécifique au soudage (Ar+CO2). La proportion de CO2 peut varier selon le type de gaz utilisé. Pour l’inox,
utiliser un mélange à 2% de CO2 . En cas de soudage avec du CO2 pur, il est nécessaire de connecter un dispositif de préchauffage de gaz sur la
bouteille de gaz. Pour des besoins spécifiques en gaz, veuillez contacter votre distributeur de gaz. Le débit de gaz pour l’acier est compris entre
8 et 15 litres / minute selon l’environnement. Pour contrôler le débit de gaz sur le manomètre sans dérouler de fil d’apport, faire un appui long sur
le bouton-poussoir n°1 et suivre la procédure à l’écran. Ce contrôle doit se faire périodiquement pour assurer un soudage optimal. Se reporter à la
notice IHM.

























































