





























DE
41
Betriebsanleitung
WF 35
Übersetzung der
Originalbetriebsanleitung
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
Siehe Anleitung für die Stromquelle.
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliffene Elektrode zu verwenden:
d
L
L = 3 x d bei niedrigem Schweißs
-
trom.
L = d bei hohem Schweißstrom.
EMPFOHLENE KOMBINATIONEN
(mm)
Strom (A)
Ø Elektrode (mm)
Ø Düse (mm)
Argon-Durchsatz (l/min)
0,3 - 3
3 - 75
1
6,5
6 - 7
2,4 - 6
60 - 150
1,6
8
6 - 7
4 - 8
100 - 200
2
9,5
7 - 8
6,8 - 8,8
170 - 250
2,4
11
8 - 9
9 - 12
225 - 300
3,2
12,5
9 - 10
PROZESSPARAMETER
Parameter
Einstellungen
Schweißverfahren
Standard
Gleichstrom
Puls
Impulsstrom
Heften - Spot
Durchgehendes Punktschweißen
Spot-Gepulst
Puls Punktschweißen
Zündungsart
2T, 4T, Valve
Wahl des Modus zur Verwaltung des Schweißens am Brennertaster.
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNGEN
• Standardverfahren
Das WIG-Standard-Schweißverfahren mit Gleichstrom (TIG DC Standard) ermöglicht qualitativ hochwertiges Schweißen auf den meisten
Eisenwerkstoffen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Möglichkeiten des Strom- und Gasmana
-
gements erlauben es Ihnen, Ihren Schweißvorgang perfekt zu steuern, vom Start bis zur endgültigen Abkühlung Ihrer Schweißraupe.
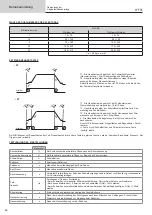
• Pulse
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Pulsmodus er
-
möglicht die Bearbeitung von Werkstücken bei begrenztem Temperaturanstieg und geringer Verformung. Hält auch ideal die Position bei.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
• Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brenner
-
taste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen.
• Spot-Gepulst
Dieser Schweißmodus auf feinem Blech ermöglicht die Vormontage der Teile vor dem Schweißen. Das Heften kann manuell über die Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit
und die Herstellung eines nicht oxidierten Punktes.























































