





























MAINTENANCE
4-15
WARTUNG
4.7. PUSHER UNIT: REPLACEMENTS
AND ADJUSTMENTS
Smooth sliding of the pusher unit along the lateral
shoulders is a determining condition for precision
of the cutting measurements and for longer life of
the mechanical devices.
Since these are precision mechanical devices
and complex operations, we recommended you
call our technical service.
4.7.1.Maintenance of scrapers for pusher
sliding guides (Fig. 4.10- 4.11)
The pusher sliding guides are protected by scrap-
ers with the function of assuring cleanliness dur-
ing operation.
They need to be replaced periodically.
– Remove the screw V taking care with the spring
M
(Fig. 4.10)
– Replace the scraper B.
– Remount the screw V.
– Carry out the operation for all the pusher scrap-
ers.
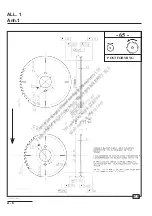
4.7.2.Pinion-rack motion transmission ad-
justment (Fig. 4.11)
If a pusher positioning error of about 0.5 mm is
found, it might be that there is play between the
rack and the pinion of the pusher.
Operate as follows:
– Loosen the counternut A of the wheel 1 holding
the Allen wrench C firm.
– Turn the eccentric screw D.
– Tighten the counternut A.
– Repeat the operation for the wheel 3 taking care
to turn the eccentric screw D by the same angle.
– Check squareness and planarity of the pusher
crosspiece by means of the levels L1 and L2.
4.7. S C H I E B E R A G G R E G A T :
AUSTAUSCH UND EINSTELLUNG
Eine einwandfreie Gleitfähigkeit des
Schieberaggregats längs der seitlichen Bordleisten
ist grundsätzliche Voraussetzung für die
Schnittpräzision und eine längere Nutzdauer der
Maschinenkomponenten.
Da es sich um Präzisionselemente und um
komplizierte Arbeitsgänge handelt, sollte stets
unser Kundendienst zu Hilfe gezogen werden.
4.7.1. Wartung der Schaber der Schieber-
führungen (Abb. 4.10- 4.11)
Die Gleitführungen des Schiebers werden während
des Betriebs fortlaufend durch Schaber gereinigt.
Die Schaber sind in gewissen Zeitabständen
auszutauschen.
– Die V-Schraube abdrehen und dabei auf die
Feder M achtgeben (Abb. 4.10).
– Den Schaber B austauschen.
– Die V-Schraube wieder andrehen.
– Diesen Arbeitsgang an sämtlichen Schabern des
Schiebers vornehmen.
4.7.2. Einstellung des Antriebs Ritzel-
Zahnstange (Abb. 4.11)
Etwaige Positionierungsfehler des Schiebers (ca.
0,5 mm) könnten durch ein Spiel zwischen
Zahnstange und Schieberritzel bewirkt sein.
In diesem Fall sind folgende Arbeitsschritte
auszuführen:
– Die Kontermutter A des Rades 1 lockern und
dabei den Inbusschlüssel C festhalten.
– Die Exzenterschraube D drehen.
– Die Kontermutter A festspannen.
– Den Arbeitsgang am Rad 3 wiederholen, wobei
die Drehung der Exzenterschraube D im gleichen
Winkel erfolgen muß.
– Den Schieberquerbalken mit Hilfe der Libellen
L1
und L2 auf perfekt senkrechte und
waagerechte Ausrichtung überprüfen.
Scott+Sargeant Woodworking Machinery Ltd
1 Blatchford Road, Horsham, West Sussex RH13 5QR
ENGLAND
Tel
+44 (0) 1403 273000
Web
www.scosarg.com
Scott+Sargeant
Woodworking
Machinery
Ltd
1 Blatchford
Road,
Horsham,
West
Sussex
RH13
5QR
ENGLAND
Tel
+44
(0)
1403
273000
Web
www.scosarg.com







































































