





























S
ETTING
I
NTERNAL
F
UNCTIONS
W
ELDING
C
ONDITION
C
HAPTER
6
6-46
6.7.2.41 F64: Fine adjustment of L pulse peak time
This function allows fine adjustment of the standard pulse peak time at LOW side in the pulse condition
of the wave pulse welding; by setting the adjustment value, finely adjusted pulse peak time at LOW side
can be obtained.
Set the adjustment value in the range of -1.5 to 1.5 ms.
Fine adjustment of unit pulse condition (
-
F60: Fine adjustment of pulse peak current, <Fine
adjustment of unit pulse condition>)
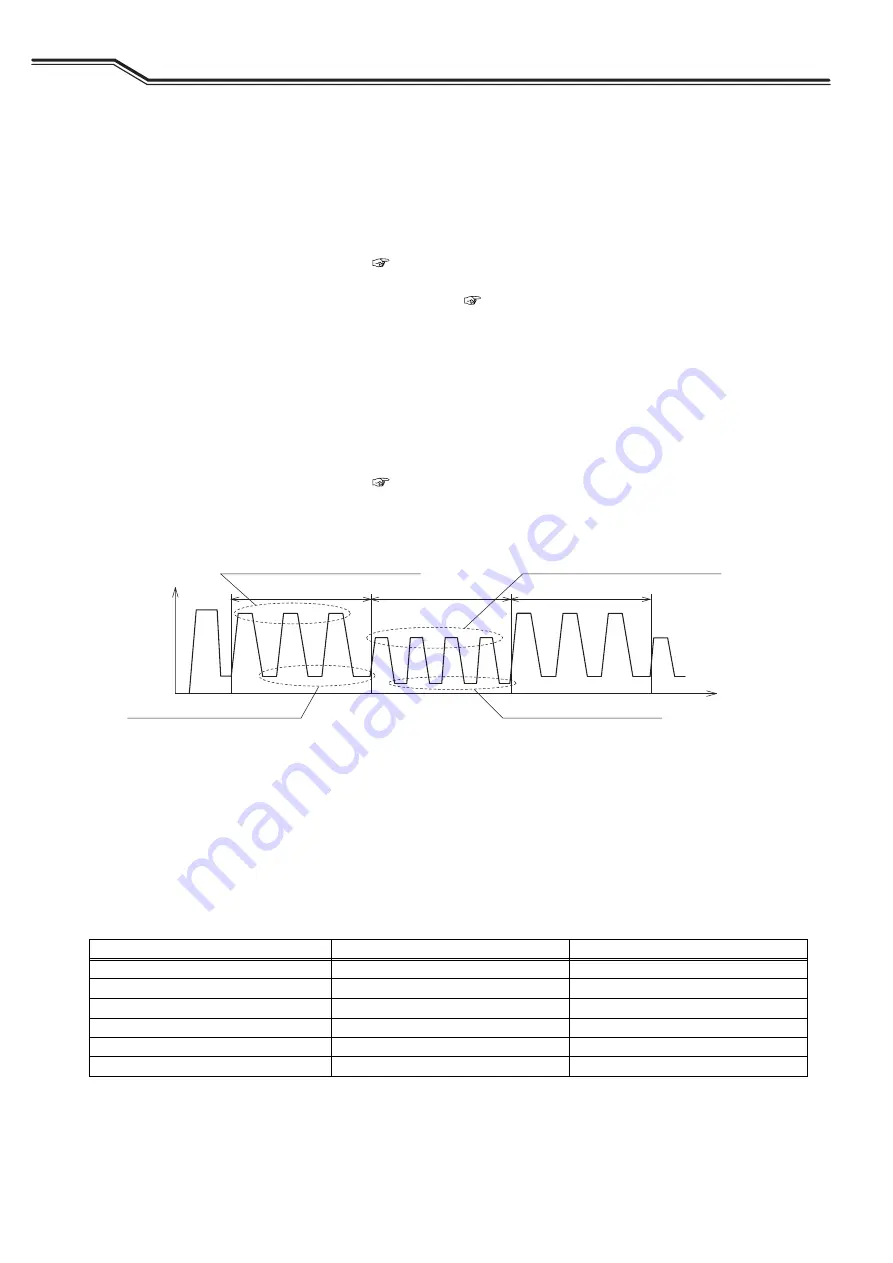
Example of current waveform of wave pulse welding (
F65: Fine adjustment of L base current)
6.7.2.42 F65: Fine adjustment of L base current
This function allows fine adjustment of the standard pulse base current at LOW side in the pulse
condition of the wave pulse welding; by setting the adjustment value, finely adjusted pulse base current
at LOW side can be obtained.
Set the adjustment value in the range of -60 to 60 A.
Fine adjustment of unit pulse condition (
-
F60: Fine adjustment of pulse peak current, <Fine
adjustment of unit pulse condition>)
<Example of current waveform of wave pulse welding>
6.7.2.43 F66: Adjustment of feed amplitude ratio
This function sets the feed amplitude ratio of wire (amplitude change of wire feed speed) in the wave
pulse welding.
When the wave frequency is under 5 Hz, the wire feed speed is adjusted. By fine adjusting the amplitude
of this feed speed, optimized welding result for the specific purpose can be obtained.
Set the adjustment value in the range from 0 to 100%, with 50% as the standard value.
The relationship between the set value and the welding result is shown in the below table:
Parameter
0% (Minimum value)
100% (Maximum value)
Changes to wire feed
None (constant speed)
Twice the standard speed
Changes in arc
Decreased
Increased
Changes in ripple bead
Smooth/Small
Distinct/Large (*1)
Reduction of blow hole
Less effective
Effective
Applied travel speed
Low to high
Low
Gap allowance
Slightly small
Slightly large
*1: Mild steel or stainless may have no change from the status of 50% (standard) even with the adjustment of 100%,
since the molten metal flows away before getting solidified.
Current value
Time
Pulse condition at HIGH side
Pulse condition at HIGH side
Pulse condition at LOW side
Base current at LOW side
Base current at HIGH side
Pulse peak current at LOW side
Pulse peak current at HIGH side
Содержание OTC Welbee WB-P320E
Страница 2: ......
Страница 8: ...TABLE OF CONTENTS vi MEMO ...
Страница 28: ...PART NAMES PRODUCT SPECIFICATION AND CONFIGURATION CHAPTER 2 2 12 ...
Страница 52: ...WIRING OF VOLTAGE DETECTION CABLE AT BASE METAL SIDE CONNECTION CHAPTER 4 4 18 ...
Страница 140: ...TROUBLESHOOTING TROUBLESHOOTING CHAPTER 9 9 6 ...







































































