





























S
ETTING
W
ELDING
C
ONDITIONS
W
ELDING
C
ONDITION
C
HAPTER
6
6-22
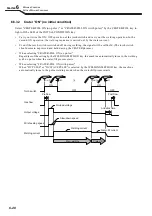
6.6.4 Arc spot time
This section explains the details of arc spot and torch switch operation.
Selecting "ARC SPOT" by the CRATER-FILL key allows the machine in the main mode.
•
In this mode, the torch switch remains to be ON for welding operation. When the arc spot time elapses,
the welding automatically stops.
•
The arc spot time is displayed on the left digital meter when pressing the SPOT TIME key, and is
adjustable by the parameter adjustment knob.
•
Turning OFF the torch switch before reaching the arc spot time starts the anti-stick treatment from then.
T I P S
• In carrying out the arc spot welding, purchase the nozzle especially for arc spot (optionally
available). For details on the nozzle for arc spot, see the instruction manual of the torch.
6.6.5 Welding voltage adjustment
This section explains how to adjust the welding voltage. The adjustment of welding voltage can be
carried out either by the SYNERGIC mode or INDIVIDUAL mode.
T I P S
• Some conditions such as synergic condition does not meet the appropriate level if a mixing
gas ratio of shielding gas is not the specified value. (
• Even when the base material side/torch side cable or torch cable is extended, adjust to a
higher voltage setting beforehand in consideration of voltage decrease.
• The voltage displayed during the setting or welding is the voltage of output terminal (base
metal side) between the wire feeder and welding power supply.
ON
ON
OFF
Arc spot time
OFF
Torch switch
Gas flow
Output voltage
Wire feeding speed
Welding current
Anti-stick time
Pre-flow
Post-flow
No-load voltage
Slow-down speed
Welding current
Содержание OTC Welbee WB-P320E
Страница 2: ......
Страница 8: ...TABLE OF CONTENTS vi MEMO ...
Страница 28: ...PART NAMES PRODUCT SPECIFICATION AND CONFIGURATION CHAPTER 2 2 12 ...
Страница 52: ...WIRING OF VOLTAGE DETECTION CABLE AT BASE METAL SIDE CONNECTION CHAPTER 4 4 18 ...
Страница 140: ...TROUBLESHOOTING TROUBLESHOOTING CHAPTER 9 9 6 ...







































































