












185
CR22abcd
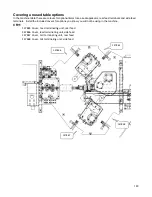
147861 Cover, lead seal applicator
147862 Cover, lead terminating unit, side feed
146942 Cover, tail terminating unit, end feed
147863 Cover, tail seal applicator
147864 Cover, tail terminating unit, side feed
146943 Cover, lead terminating unit, end feed
Machine power up.
After applying power in the last step you should see that the computer booted up. If it is seems like Windows is actually
stuck on a black screen and will not boot up then do the following:
1.
Power down the computer. You might have to turn off power to the machine to do this.
2.
Unplug the USB cable to the monitor. See section 5 for a picture.
3.
Power up the machine / computer. The computer should boot up properly now and go to a log in screen.
4.
Plug in the USB cable to the monitor. See section 5 for a picture.
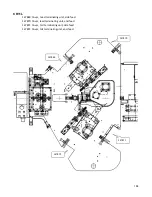
147862
147861
147863
147864
146942
146943
Содержание CR.11
Страница 129: ...129 8M Sec guard Notice this transition ...
Страница 145: ...145 ...
Страница 174: ...174 Spacer block not installed Spacer block installed Spacer block ...
Страница 178: ...178 Installing the monitor Use the 4 screws provided to mount the monitor Plug in the cords UBS cord from computer ...
Страница 182: ...182 The wiring diagram in shows the main power connection coming into the machine ...





















































