





























167
Shut HEIGHT adjustment
Shut Height Setting.
The
Shut Height
, also known as Shunt Height, is the distance between the applicator base and the top driver
when at bottom dead center. (5.347+/-.001 / 135,8mm) Most applicator tooling is designed to this closed
dimension. This is not the setting to change to modify the crimp. Doing so will effect all your applicators. Crimp
adjustment is an applicator adjustment.
Setting Shut Height
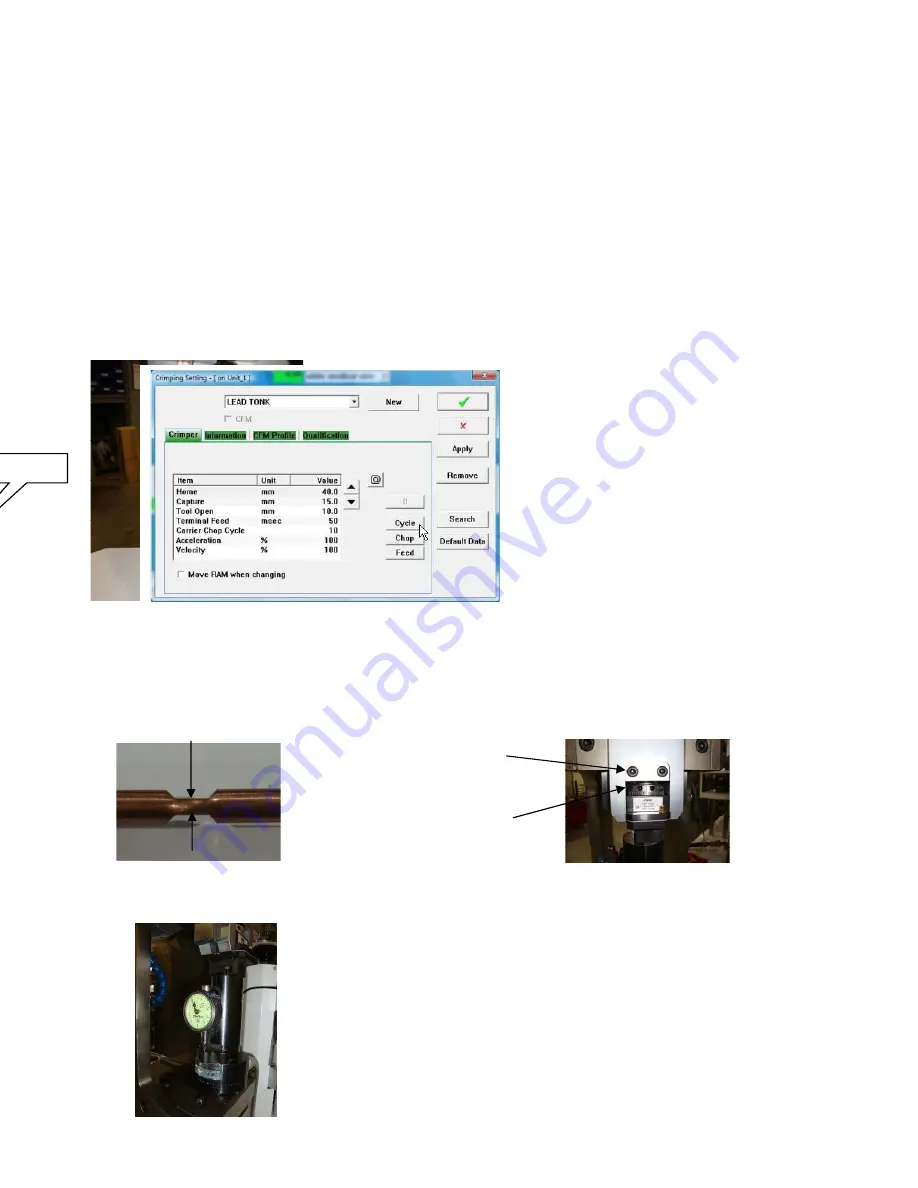
Shut Height is set using a special fixture and test bars. PN’s 5-138986 fixture and 139169 test bar. The fixture is
installed as you would the applicator. Insert the test bar in the fixture. Close the guard, master start, click the
appropriate terminal icon on the wire end. This will open the Crimping setting window. From there you can cycle
the
Tunit
with the Cycle button..
After crimping the test bar, measure the crimped area. When the shut is correct this should measure .062”
(1.57mm)
To adjust loosen the clamping screws and rotate the graduate ring. One increment is .006” (,15mm) Tighten
clamping screws and test. Repeat as needed.
The Tyco style shut fixture can be substituted and used in its usual manner.
Test Bar
.062” 91,57mm)
Clamping Screws
Graduated Ring
Содержание CR.11
Страница 129: ...129 8M Sec guard Notice this transition ...
Страница 145: ...145 ...
Страница 174: ...174 Spacer block not installed Spacer block installed Spacer block ...
Страница 178: ...178 Installing the monitor Use the 4 screws provided to mount the monitor Plug in the cords UBS cord from computer ...
Страница 182: ...182 The wiring diagram in shows the main power connection coming into the machine ...





















































