





























Instruction manual for MH & MH+M
23
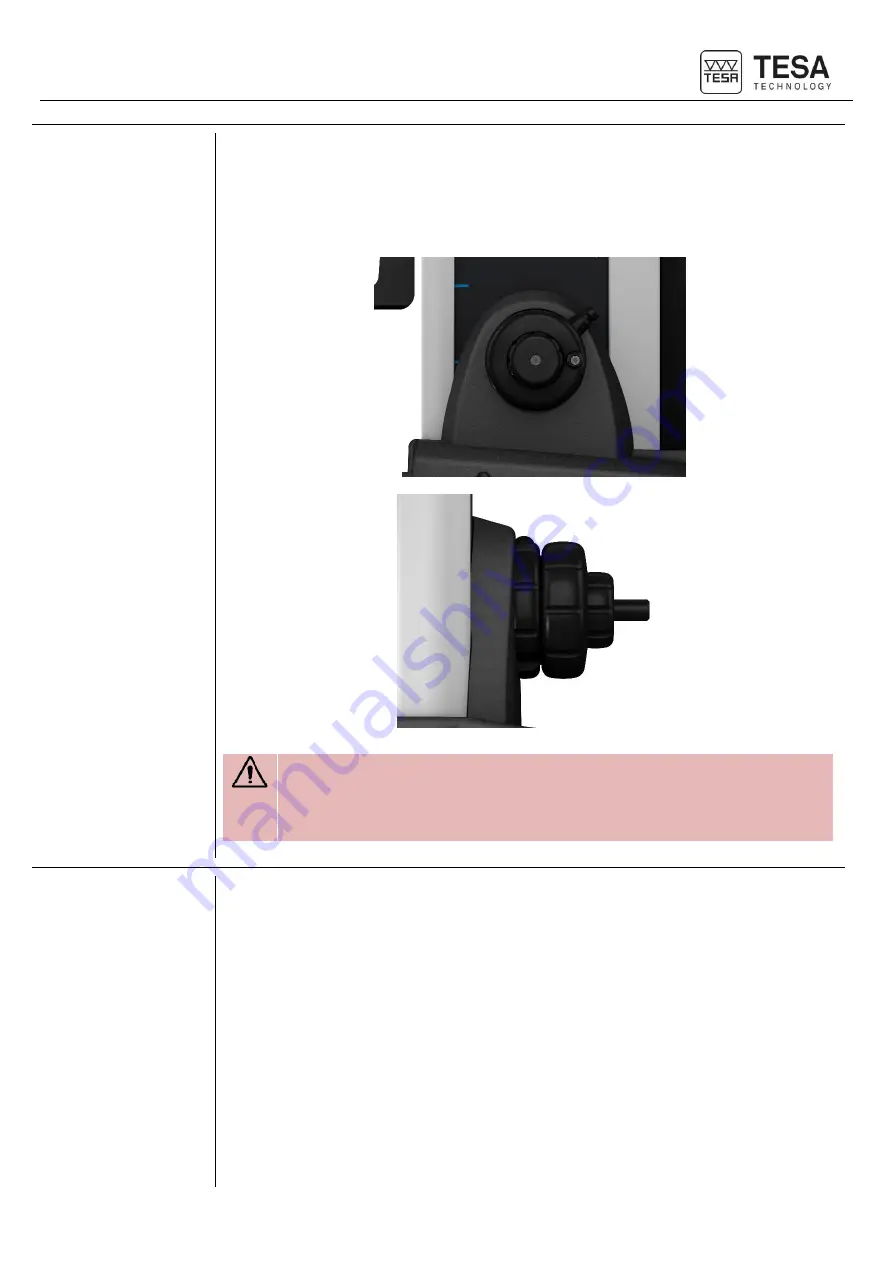
4.3 Fine adjustment
system
Certain height gauge models also include a fine adjustment system for precise and sensitive
displacement of the probe:
•
00730076 MICRO-HITE 350F
•
00730077 MICRO-HITE 600F
•
00730078 MICRO-HITE 900F
A manual MICRO-HITE that does not include this system can be upgraded at
any time.
For further information, please contact your local reseller.
4.4 Calibration
certificate
Each MICRO-HITE and MICRO-HITE+M is provided with an individual calibration certificate.
The number of the certificate is the same as the serial number of the instrument, as it is
indicated on its label. If the two numbers are not the same, please contact your local reseller.
The documented measuring results of the calibration certificate refer to the condition of the
instrument during its final inspection in the factory of TESA. The results obtained and the
technical specifications indicated depend on the environmental factors. If the instrument is not
used in ideal conditions, it is very likely that its performances will be downgraded.





















































