





























FX-TRN-BEG-E
F: Advanced Challenge 6
B-72
6.5
Forward/Reverse Rotation Control
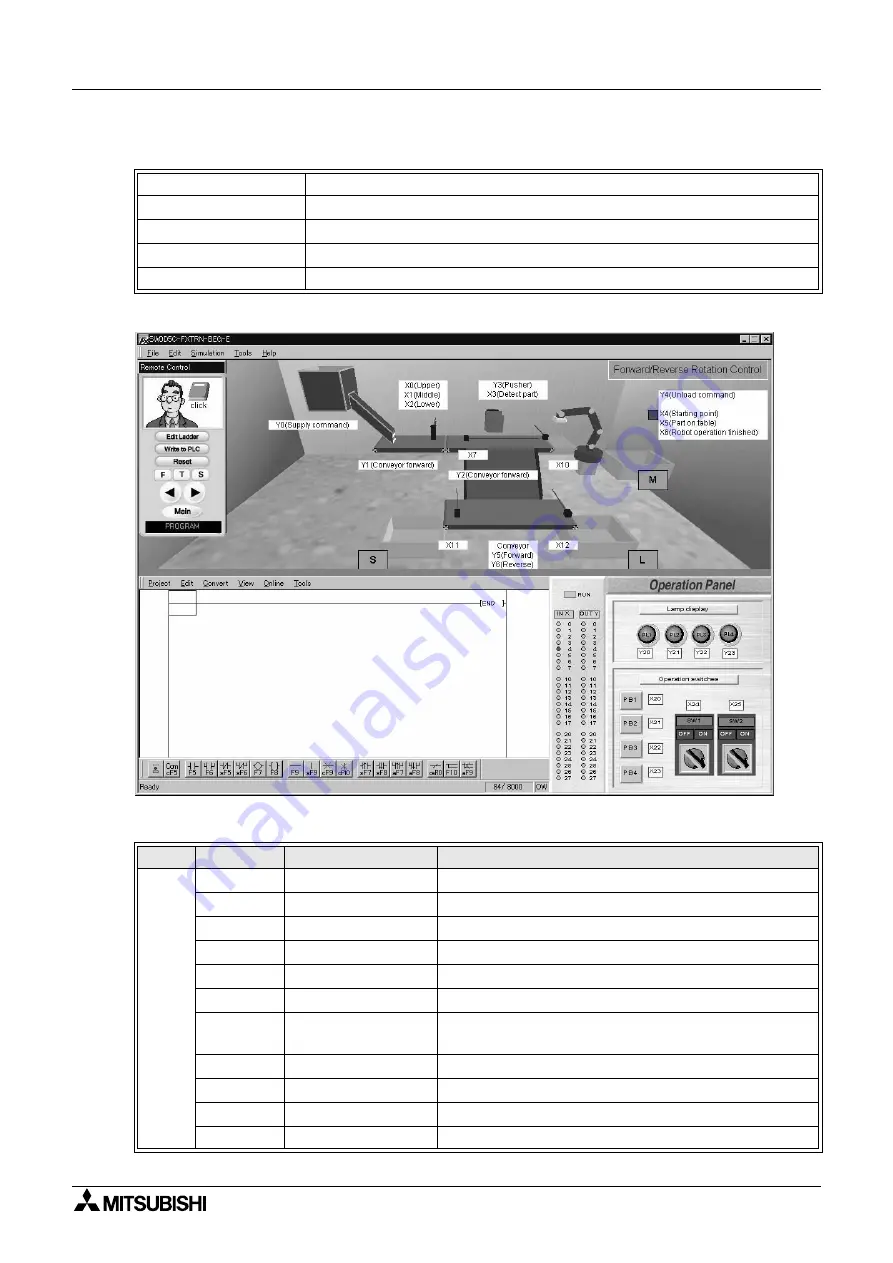
6.5.1
Training Screen
6.5.2
Device Assignment
Category
F: Advanced Challenge
Exercise
F-5. Forward/Reverse Rotation Control
Objective
Move the conveyor forward or backward according to the detected size.
Difficulty Level
3 (
★★★
)
Score (Class)
290 (Advanced programming)
Type
Device No.
Device name
Operation
Input
X0
Upper
ON when part is detected.
X1
Middle
ON when part is detected.
X2
Lower
ON when part is detected.
X3
Detect part
ON when part is detected in front of pusher.
X4
Starting point
ON when robot is at starting point.
X5
Part on table
ON when part is on table.
X6
Robot operation
finished
ON when robot operation finished.
X7
Sensor
ON when part is detected on the incline.
X10
Sensor
ON when part is detected at the right end.
X11
Sensor
ON when part is detected at the left end.
X12
Sensor
ON when part is detected at the right end.
Summary of Contents for MELSEC-F FX-TRN-BEG-E
Page 1: ...USER S MANUAL FX TRN BEG E Sections INTRODUCTION A EXERCISES B LADDER PROGRAMS C APPENDIX D ...
Page 2: ...FX TRN BEG E ...
Page 4: ...FX TRN BEG E ii ...
Page 6: ...FX TRN BEG E iv ...
Page 8: ...FX TRN BEG E INTRODUCTION A 2 MEMO ...
Page 10: ...FX TRN BEG E Introduction 1 A 4 MEMO ...
Page 28: ...FX TRN BEG E Outline of the Lesson Plan 2 A 22 MEMO ...
Page 40: ...FX TRN BEG E A Let s Learn the FX Series PLC 1 B 12 MEMO ...
Page 52: ...FX TRN BEG E B Let s Study the Basics 2 B 24 MEMO ...
Page 76: ...FX TRN BEG E D Beginner Challenge 4 B 48 MEMO ...
Page 90: ...FX TRN BEG E E Intermediate Challenge 5 B 62 MEMO ...
Page 106: ...FX TRN BEG E F Advanced Challenge 6 B 78 MEMO ...
Page 110: ...FX TRN BEG E Outline 1 C 4 MEMO ...
Page 162: ...FX TRN BEG E D 32 MEMO ...
Page 163: ......