






















6-6
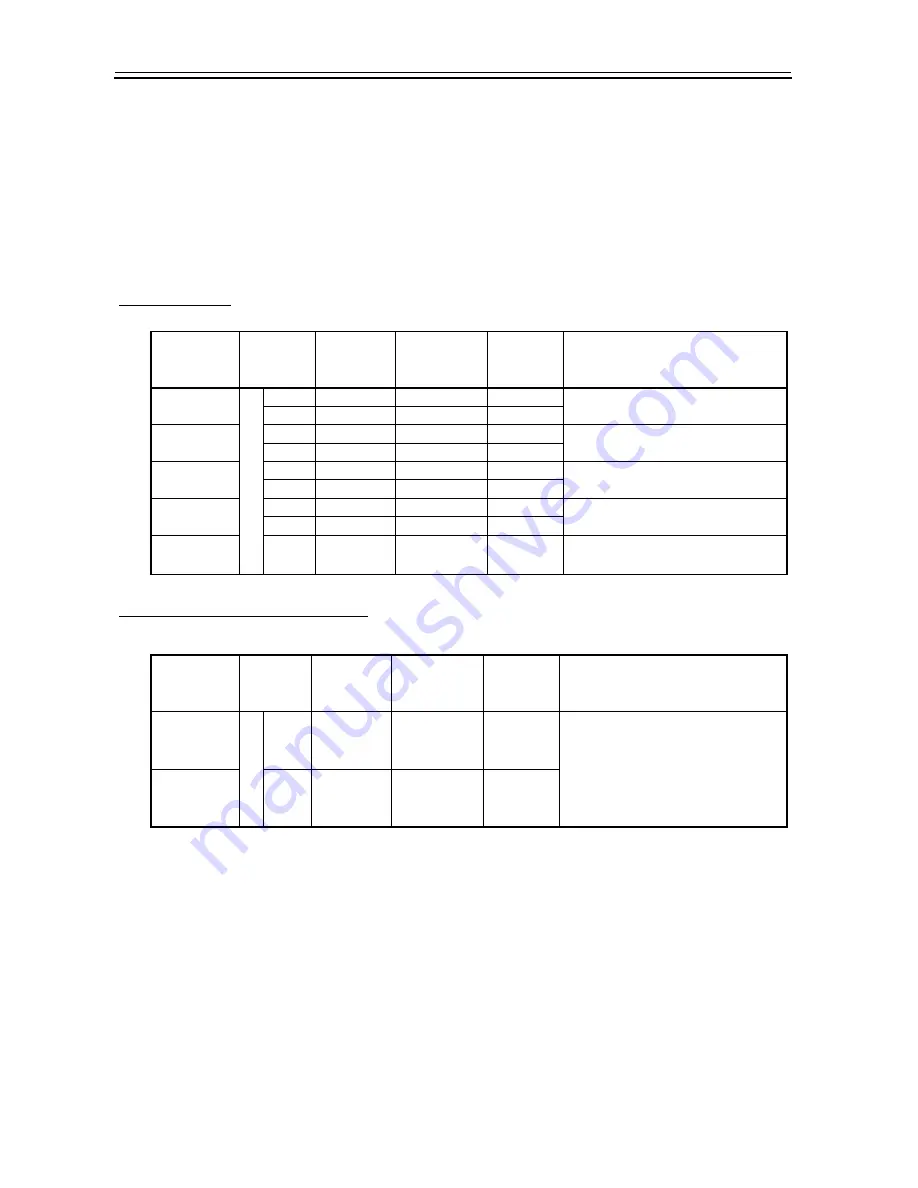
Cutting Condition Table
Depending on the type of engraving or the material to be engraved, you must change such settings as
the cutting conditions, the spindle rotating speed, and the tool. Configure the settings using values in
the table below as reference.
*1
The table is based on the engraving cutters that come with the product as supplied items. For other
types of cutters, the conditions may be different.
Engraving
Forming cut out letters
*1. The listed values are given just as an example. Make fine adjustment as needed.
Material
Tool
Cutting
depth
(mm)
Rotating
speed
(rpm)
Feed
speed
(mm/s)
Remarks
Transparent
acrylic
Engravi
ng cutte
r
0.2mm 0.1 ~0.2
14000
XY:20 Z:10
0.4mm 0.2 ~0.4
12000
XY:30 Z:10
White acrylic
0.2mm 0.1~0.15
14000
XY:15 Z:10 Soft compared to transparent acrylic
and likely to produce burrs
0.4mm 0.2~0.4
14000
XY:30 Z:10
PVC
0.2mm 0.05~0.1
14000
XY:10 Z: 5
Made of soft material and likely to pro-
duce burrs
0.4mm 0.05~0.2
14000
XY:20 Z:10
ABS
0.2mm 0.5 or less
14000
XY:20 Z: 5
0.4mm 1.1 or less
14000
XY:40 Z: 5
Metal plate
0.2mm 0.07
14000
XY:2~5
Z:2
The cutter must be used with plane
tracking sensor turned OFF.
Material
Tool
Cutting
depth
(mm)
Rotating
speed
(rpm)
Feed
speed
(mm/s)
Remarks
Acrylic plate
(2 mm thick)
S
trai
ght e
ndmil
l
φ
1~2
2.2
10000
XY: 5 Z: 5
1)3 blade is more suitable than 2 blade.
2)For PVC material, if chippings cannot
be discharged well, a high helix angle
cutter must be used.
3)Suplemental material must be used
under the workpiece.
Acrylic plate
(3 mm thick)
φ
2
2
14000
XY:15 Z:10
Summary of Contents for ME-300STII
Page 12: ...12 Machine Specification 6 10 Interface Specification 6 11 Supported G code List 6 12...
Page 26: ...2 2 Operation Panel The names and functions of the operation panel components are as follows...
Page 68: ...4 14...
Page 69: ...5 1 CHAPTER 5 ERRORS AND SOLUTIONS...
Page 76: ...5 8...
Page 77: ...6 1 CHAPTER 6 APPENDIX...
Page 89: ......
























































