





























104
6 Programming: Programming Contours
CC
Z
Y
X
X
CC
Y
CC
Example NC blocks
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0
You cannot start a contour with a CHF block.
A chamfer is possible only in the working plane.
A feed rate programmed in the CHF block is effective
only in that block. After the CHF block, the previous feed
rate becomes effective again.
The corner point is cut off by the chamfer and is not part
of the contour.
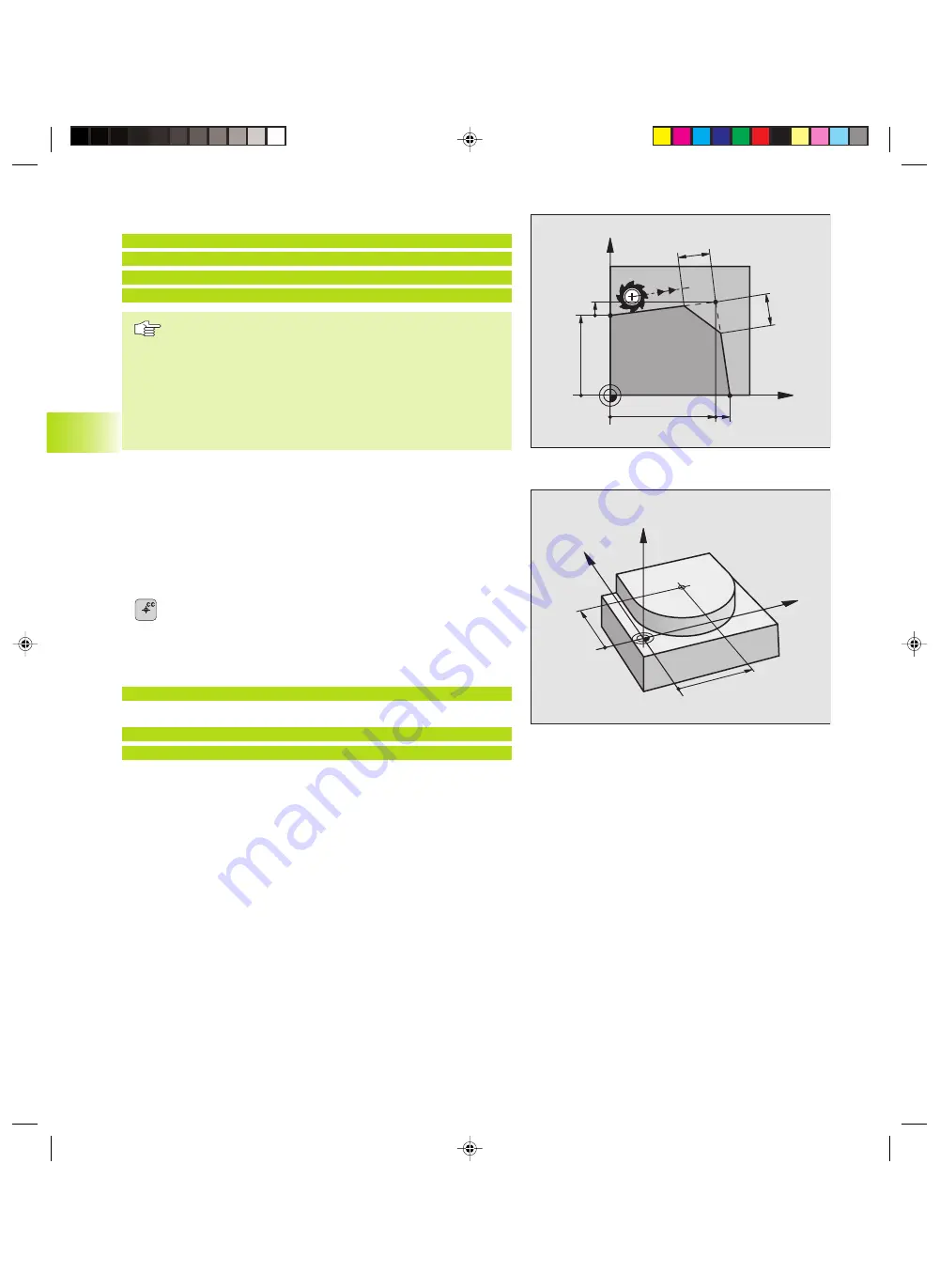
Circle center CC
You can define a circle center CC for circles that are programmed
with the C key (circular path C). This is done in the following ways:
■
Entering the Cartesian coordinates of the circle center
■
Using the circle center defined in an earlier block
■
Capturing the coordinates with the actual-position-capture key
ú
Coordinates CC: Enter the circle center coordinates
If you want to use the last programmed position, do
not enter any coordinates.
Example NC blocks
5 CC X+25 Y+25
or
10 L X+25 Y+25
11 CC
The program blocks 10 and 11 do not refer to the illustration.
Duration of effect
The circle center definition remains in effect until a new circle
center is programmed. You can also define a circle center for the
secondary axes U, V and W.
Entering the circle center CC incrementally
If you enter the circle center with incremental coordinates, you
have programmed it relative to the last programmed position of the
tool.
X
Y
40
12
30
5
12
5
6.4 P
ath Cont
ours — Car
tesian Coor
dinat
es
Gkap6.pm6
30.06.2006, 07:04
104
www.EngineeringBooksPdf.com
Summary of Contents for TNC 426 B
Page 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Page 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Page 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Page 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Page 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Page 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Page 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Page 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Page 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Page 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Page 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Page 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Page 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Page 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Page 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Page 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...





















































