





























86
5 Programming: Tools
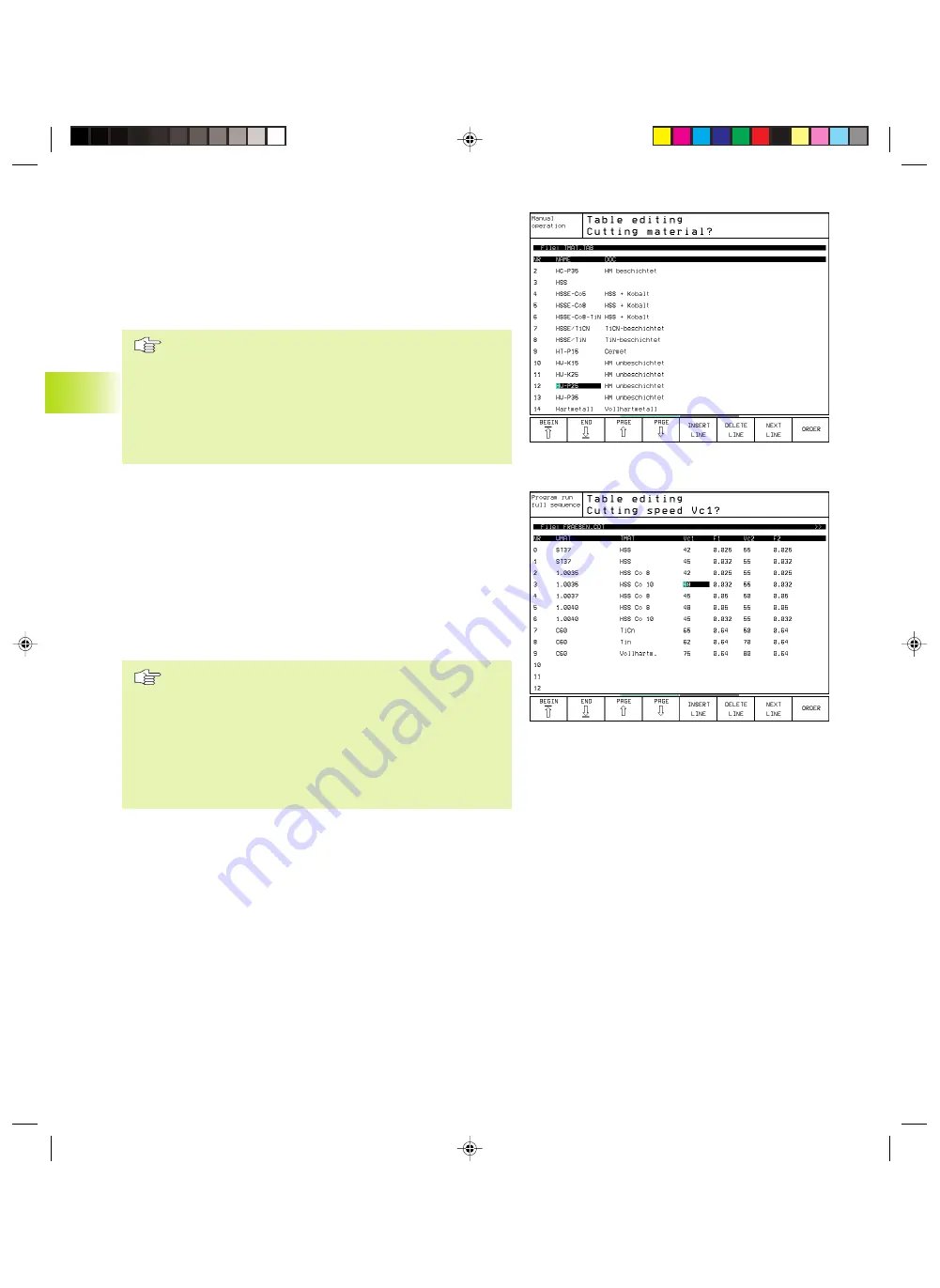
Table for tool cutting materials
Tool cutting materials are defined in the TMAT.TAB table. TMAT.TAB
is stored in the TNC:\ directory and can contain as many material
names as you want (see figure at upper right). The name of the
cutting material type can have a max. of 16 characters (including
spaces). The TNC displays the NAME column when you are defining
the tool cutting material in the TOOL.T tool table.
If you change the standard tool cutting material table, you
must copy it into a new directory. Otherwise your
changes will be overwritten during a software update by
the HEIDENHAIN standard data. Define the path in the
TNC.SYS file with the code word TMAT= (see
”Configuration File TNC.SYS” later in this chapter).
To avoid losing data, save the TMAT.TAB file at regular
intervals.
Table for cutting data
Define the workpiece material/cutting material combinations with
the corresponding cutting data in a file table with the file name
extension .CDT; see figure at center right. You can freely configure
that entries in the cutting data table. Besides the obligatory
columns NR, WMAT and TMAT, the TNC can also manage up to four
cutting speed (Vc)/feed rate (F)combinations.
The standard cutting data table FRAES_2.CDT. is stored in the
directory TNC:\. You can edit FRAES_2.CDT, or add as many new
cutting-data tables as you wish.
If you change the standard cutting data table, you must
copy it into a new directory. Otherwise your changes will
be overwritten during a software update by the HEIDEN-
HAIN standard data (see ”Configuration File TNC.SYS”
later in this chapter).
All of the cutting data tables must be stored in the same
directory. If the directory is not the standard directory
TNC:\, then behind the code word PCDT= you must
enter the path in which your cutting data is stored.
5.5 W
o
rking with Cut
ting D
ata T
ables
Fkap5.pm6
30.06.2006, 07:03
86
www.EngineeringBooksPdf.com
Summary of Contents for TNC 426 B
Page 3: ...BAUSKLA PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 4: ...BAUSKLA PM6 30 06 2006 07 03 3 www EngineeringBooksPdf com ...
Page 6: ...CINHALT PM6 30 06 2006 07 03 2 www EngineeringBooksPdf com ...
Page 16: ...CINHALT PM6 30 06 2006 07 03 12 www EngineeringBooksPdf com ...
Page 17: ...Introduction 1 Dkap1 pm6 30 06 2006 07 03 1 www EngineeringBooksPdf com ...
Page 29: ...Manual Operation and Setup 2 Dkap2_3 pm6 30 06 2006 07 03 13 www EngineeringBooksPdf com ...
Page 83: ...Programming Tools 5 Fkap5 pm6 30 06 2006 07 03 67 www EngineeringBooksPdf com ...
Page 106: ...Fkap5 pm6 30 06 2006 07 03 90 www EngineeringBooksPdf com ...
Page 107: ...Programming Programming Contours 6 Gkap6 pm6 30 06 2006 07 04 91 www EngineeringBooksPdf com ...
Page 165: ...Hkap7 pm6 30 06 2006 07 03 150 www EngineeringBooksPdf com ...
Page 166: ...Programming Cycles 8 kkap8 pm6 30 06 2006 07 03 151 www EngineeringBooksPdf com ...
Page 253: ...kkap8 pm6 30 06 2006 07 04 238 www EngineeringBooksPdf com ...
Page 265: ...LKAP9 PM6 30 06 2006 07 04 250 www EngineeringBooksPdf com ...
Page 266: ...Programming Q Parameters 10 MKAP10 PM6 30 06 2006 07 04 251 www EngineeringBooksPdf com ...
Page 297: ...MKAP10 PM6 30 06 2006 07 04 282 www EngineeringBooksPdf com ...
Page 298: ...Test Run and Program Run 11 NKAP11 PM6 30 06 2006 07 04 283 www EngineeringBooksPdf com ...
Page 312: ...MOD Functions 12 Okap12 pm6 30 06 2006 07 04 297 www EngineeringBooksPdf com ...
Page 332: ...Tables and Overviews 13 Pkap13 pm6 30 06 2006 07 04 317 www EngineeringBooksPdf com ...





















































