



















Operating manual (MC).
CNC 8060
CNC 8065
EXECUTION AND SIMULATION
5.
Simula
ti
ng or executing
a
n
opera
ti
on th
at
h
a
s
b
een save
d
·167·
(R
EF
: 1709)
5.3
Simulating or executing an operation that has been saved
Proceed as follows to simulate or execute an operation that has been saved as a part of
program:
1
Press [EDIT] to access the list of part-programs stored.
2
Select the program that contains it from the left column and the operation to be simulated
or executed from the right column.
3
Press the [RECALL] key.
4
Press the vertical softkey "Simulate cycle" to simulate the operation and the vertical
softkey "Execute cycle" to execute it.
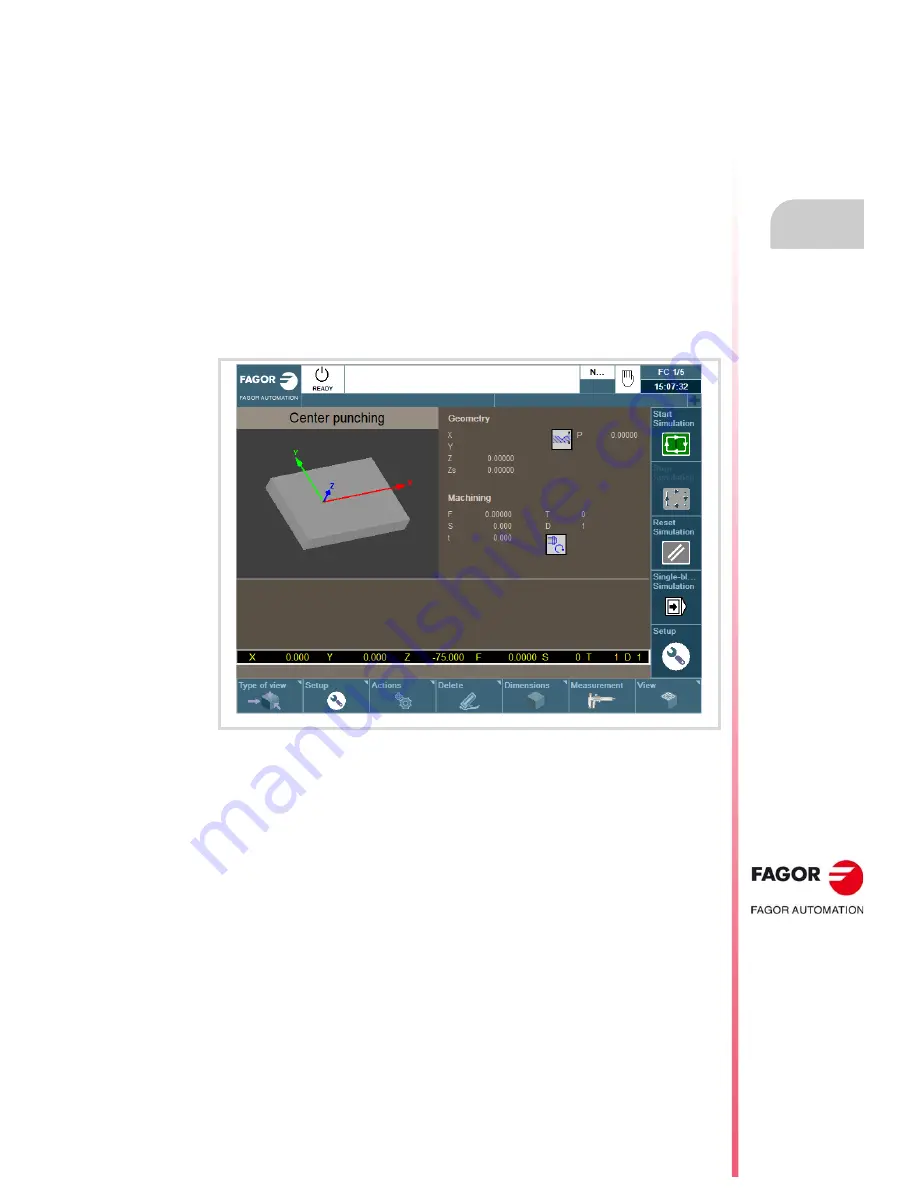
5.3.1
Simulating a cycle
To simulate the edited cycle, press the vertical softkey "Simulate cycle".
For further information on simulating cycles, see the chapter
"2.1.4 Cycle simulation"
.
Summary of Contents for CNC 8060
Page 1: ...Ref 1709 8060 8065 CNC Operating manual MC...
Page 8: ...BLANK PAGE 8...
Page 14: ...BLANK PAGE 14...
Page 16: ...BLANK PAGE 16...
Page 18: ...BLANK PAGE 18...
Page 22: ...BLANK PAGE 22...
Page 24: ...BLANK PAGE 24...
Page 26: ...BLANK PAGE 26...
Page 169: ...Operating manual MC CNC 8060 CNC 8065 169 User notes REF 1709...
Page 170: ...Operating manual MC CNC 8060 CNC 8065 170 User notes REF 1709...
Page 171: ...Operating manual MC CNC 8060 CNC 8065 171 User notes REF 1709...