3
Program Settings:
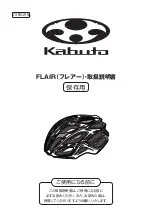
Cure parameters (also called “Programs”), are
usually set at the main screen on the control
Kiosk (Figure 1). These parameters can be saved
with user-defined names, and can be recalled by
pressing a button on the kiosk, or scanning a
barcode (on devices with the optional scanner
software).
Figure 1: Main Control Screen
Cure parameters are applied to product laid on
the belt when the parameters are active on the
main screen. It is possible to change the
parameters several times while laying several
different products on the belt, and have the
correct cure parameters follow the product down
the belt and through the heat chamber. Consult
the “Load Detect” section of this manual for
more information on changing parameters
between products.
Temp:
This is the cure temperature of the product. The
Firefly Curing System will attempt to bring the
product up to this temperature as quickly as
possible, and maintain this temperature as the
product moves through the dryer.
Belt Speed:
This is the amount of time (in minutes and
seconds) the product will receive heat from the
heating elements. This does not include time
spent outside the heat chamber or under the
exhaust section.
The Firefly Curing System uses an intelligent
algorithm to control the belt speed. When no
product is being cured, the belt runs at a default
(usually fast) speed. When product has been
detected and is being cured, the belt runs at the
slowest speed required to guarantee the longest
cure time product will spend exactly the right
amount of time in the heat chamber. If other
product requiring less cure time is in the
chamber at the same time, the bulbs above that
product will be turned off after that product has
received heat for the set amount of time. Thus,
multiple different products with multiple
different cure times may be run down the same
belt without significantly interfering with each
other.
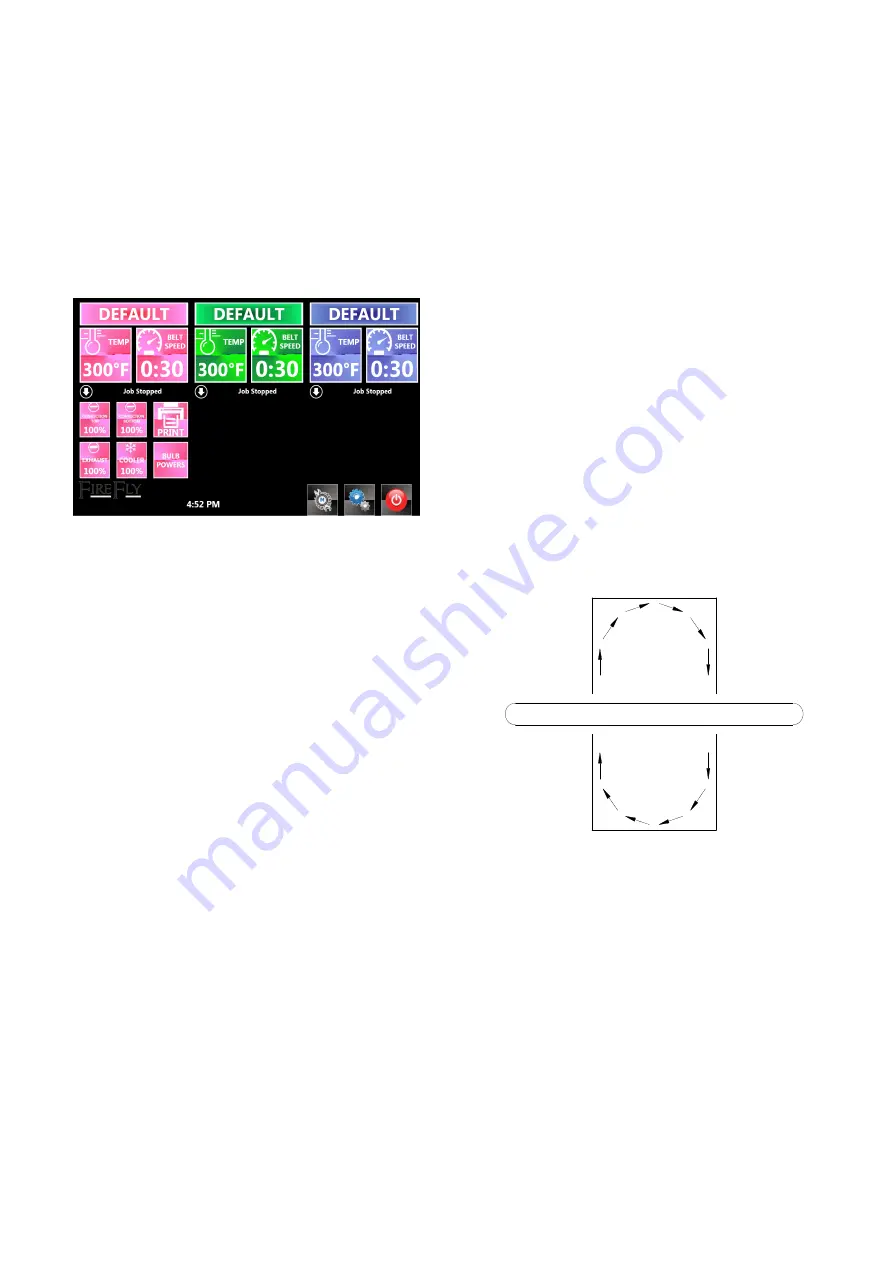
Convection Top & Bottom:
Each Firefly Module (“Drone”) has independent
Top and Bottom Recirculation Air (also called
“Convection Air”) for each belt. The convection
air setting is saved with each program, and thus
changes as product traveling through the
conveyor calls for more or less air.
Top
Bottom
Figure 2: Convection Air
Top air is advantageous when drying certain
high-water-content inks such as digital and
solvent-based prints. However, it has a negative
effect on the performance of certain plasitsol
inks, especially when attempting to control dye
migration on polyester products.
Bottom air is advantageous when attempting to
dry solvents that have reached the bottom side of
product, such as with certain digital prints or
freshly dyed material.