




















Maintenance
9403
−
5/A1
Winterthur Gas & Diesel Ltd.
94208
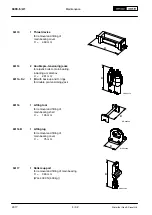
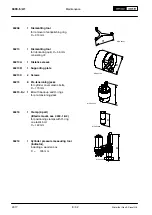
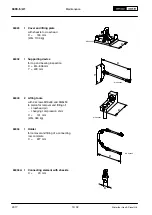
1 Dismantling tool
for removal of antipolishing ring
X = 310 mm
X
WCH03551
94213
94213A
94213B
94213C
1
1
1
2
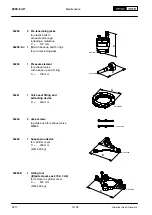
Dismantling tool
for lubricating quill, X = 56 mm
consisting of:
Distance sleeve
Supporting plate
Screws
X
WCH02730
94215
94215
−
KJ
6
1
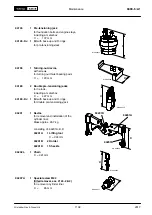
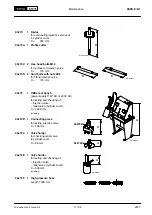
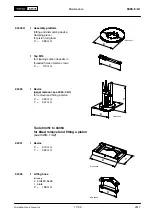
Pre-tensioning jacks
for cylinder cover elastic bolts,
X = 173 mm
K
it with back-up and O-rings
for pre-tensioning
J
ack
X
WCH03553
94216
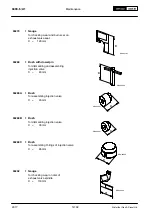
1 Clamp (2-part)
(tilted removal, see 3403
−
1/A2)
for positioning clamps with O-ring
on elastic bolt
X = 122 mm
X
WCH00869
94219
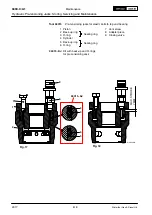
1 Cylinder pressure measuring tool
(indicator),
including a wooden box
X =
165 mm
012.243/04
X
2017
Содержание X35-B
Страница 12: ...Intentionally blank ...
Страница 14: ...Intentionally blank ...
Страница 16: ...Intentionally blank ...
Страница 34: ...Intentionally blank ...
Страница 58: ...Intentionally blank ...
Страница 60: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 2 6 WCH03791 2017 ...
Страница 61: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 3 6 WCH03791 2017 ...
Страница 62: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 4 6 WCH03791 2017 ...
Страница 63: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 5 6 WCH03791 2017 ...
Страница 64: ...Maintenance 0352 1 A1 Winterthur Gas Diesel Ltd 6 6 WCH03791 2017 ...
Страница 68: ...Intentionally blank ...
Страница 72: ...Intentionally blank ...
Страница 82: ...Intentionally blank ...
Страница 85: ...Intentionally blank ...
Страница 92: ...Intentionally blank ...
Страница 96: ...Intentionally blank ...
Страница 112: ...Intentionally blank ...
Страница 120: ...Intentionally blank ...
Страница 124: ...Intentionally blank ...
Страница 138: ...Intentionally blank ...
Страница 154: ...Intentionally blank ...
Страница 168: ...Intentionally blank ...
Страница 180: ...Intentionally blank ...
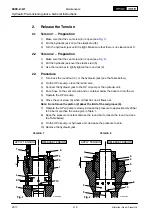
Страница 182: ...Maintenance 2728 1 A1 Winterthur Gas Diesel Ltd 2 5 6 Lift housing from the valve spindle 4 ...
Страница 186: ...Intentionally blank ...
Страница 190: ......
Страница 204: ...Intentionally blank ...
Страница 211: ...Intentionally blank ...
Страница 216: ...Intentionally blank ...
Страница 224: ...Intentionally blank ...
Страница 228: ......
Страница 229: ...Intentionally blank ...
Страница 264: ...Intentionally blank ...
Страница 270: ...Intentionally blank ...
Страница 280: ...Intentionally blank ...
Страница 294: ...Intentionally blank ...
Страница 298: ...Intentionally blank ...
Страница 302: ...Intentionally blank ...
Страница 318: ...Intentionally blank ...
Страница 328: ...Intentionally blank ...
Страница 344: ...Intentionally blank ...
Страница 368: ...Intentionally blank ...
Страница 374: ...Intentionally blank ...
Страница 380: ...Intentionally blank ...
Страница 396: ...Intentionally blank ...
Страница 407: ...Intentionally blank ...
Страница 426: ...Intentionally blank ...
Страница 442: ...Intentionally blank ...
Страница 444: ...Intentionally blank ...
Страница 546: ...Woodward L Orange GmbH Porschestraße 8 D 70435 Stuttgart Tel 49 711 82609 0 Fax 49 711 82609 61 www lorange com ...







































































