
























INCL
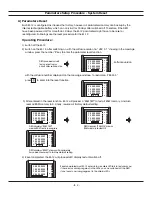
function - To swing the tool turret on the cross slide for conical machining
To machine a conical work piece as per the diagram shown, it is the most basic that we have to swing the
cross slide of the tool turret accurately at the incline angle that we have to machine.
Most of the tool turret on the lathe have an
angular dial allow the operator to swing the
tool turret to the angle that required. However,
this angular dial is usually very corse and not
accurate enough.
Conical Machining on Lathe
to swing the tool
turret for conical
machining
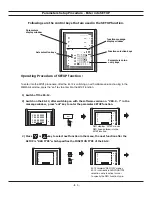
Example :
To accuractely swing the tool turret on the cross slide by -20 degree, so that the operator can make
to conical machining as per following diagram shown.
Angular direction :
positive ( clockwise )
negative ( counter clockwise )
Z (+) or Y(+)
X(+)
Directional Notations
Step 1 :
Swing the tool turret to 20 degree accordining to the angular dial of the tool turret, swing it to the angle
of 20 degree as accurate as possible, remove the cutting tool and put a dial indicator onto the tool
turret, install a bar on the lathe as shown.
angular dial
( usually very corse,
not accurate enough )
install a bar on the lathe
angular dial, swing
the tool turret to 20
degree as accurate
as possible.
0
place a dial indicator
onto tool turret and pointing
perpendicular to the bar
- A. 5 -
bar
Содержание ES-12
Страница 1: ...Always Committed to Quality Technology Innovation ES 12 Digital Readout System Operation Manual...
Страница 8: ...1 Basic Fucntions Basic Functions BASIC...
Страница 15: ...8 Built in Calculator Calculator...
Страница 27: ...20 REF datum memory...
Страница 31: ...24 LHOLE tool positioning for the Line Holes...
Страница 35: ...28 INCL Inclined angle tool positioning...
Страница 40: ...33 PCD tool positioning for Pitch Circle Diameter...
Страница 45: ...R R R 38 tool positioning for ARC machining...
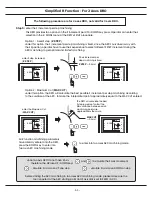
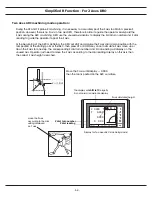
Страница 63: ...R R R 56 Simplified R function...
Страница 73: ...66 Shrinkage Calculation L L X 1 005...
Страница 91: ...Parameter Setup B 1 SET UP...







































































