
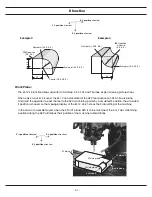



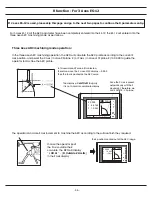




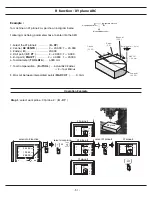






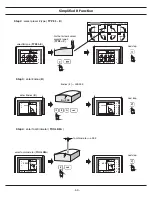




R function - XY plane ARC
- 52 -
x
Y
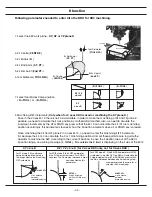
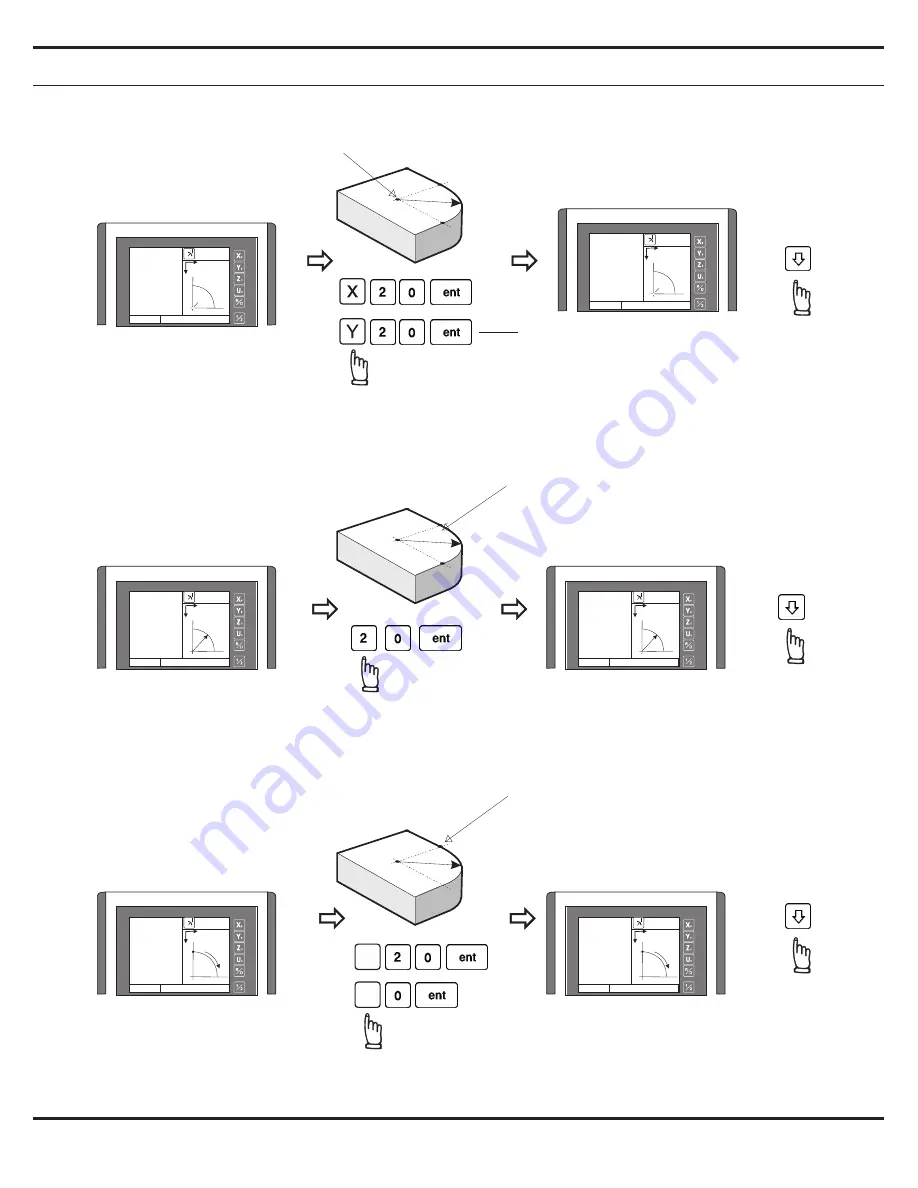
Step 4 : enter the Start point's coordinate (
ST. PT
)
centre coordinate ( CENTRE ) : X=20.000, Y=20.000
enter centre's coordinate ( XY CENTRE )
next step
next step
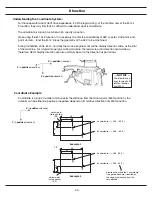
Step 2 : enter the Centre's coordinate ( XY CENTR )
in case of 2X DRO, since there is no Z axis
use Y axis to enter Z axis centre coordinate
for 3X DRO, enter Z axis centre coordinate
at Z axis
next step
Step 3 : enter the Radius ( R )
enter Radius ( R )
Radius ( R ) = 20.000mm
start point's coordinate ( ST. PT ) : X=20.000, Y=0.000
enter start point's coordinate ( ST. PT )
R
X
Y
Z
INC
R FUNC
CENTER
Y
X
R
0.000
0.000
CENTER
X
Y
Z
INC
R FUNC
CENTER
Y
X
R
20.000
20.000
CENTER
X
Y
Z
INC
R FUNC
Rad i us?
Y
X
R
0.000
Radius
X
Y
Z
INC
R FUNC
Rad i us?
Y
X
R
20.000
Radius
X
Y
Z
INC
R FUNC
XY ST. POINT
Y
X
R
0.000
0.000
R ST. POINT
X
Y
Z
INC
R FUNC
XY ST. POINT
Y
X
R
20.000
0.000
R ST. POINT
Содержание ES-12
Страница 1: ...Always Committed to Quality Technology Innovation ES 12 Digital Readout System Operation Manual...
Страница 8: ...1 Basic Fucntions Basic Functions BASIC...
Страница 15: ...8 Built in Calculator Calculator...
Страница 27: ...20 REF datum memory...
Страница 31: ...24 LHOLE tool positioning for the Line Holes...
Страница 35: ...28 INCL Inclined angle tool positioning...
Страница 40: ...33 PCD tool positioning for Pitch Circle Diameter...
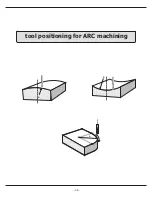
Страница 45: ...R R R 38 tool positioning for ARC machining...
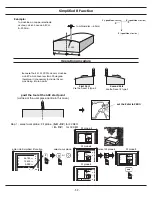
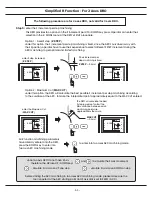
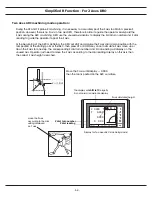
Страница 63: ...R R R 56 Simplified R function...
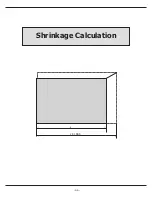
Страница 73: ...66 Shrinkage Calculation L L X 1 005...
Страница 91: ...Parameter Setup B 1 SET UP...