





























Joint Robot Manipulator - Software Operation Manual
Advantech LNC Technology Co., Ltd.
42
4).
Label: (ie the label column set previously)
Last skip: Return to the next line of the last
calling skip command.
Line number / lines: refer to skip mode
Times: Repeat the times of this skip action
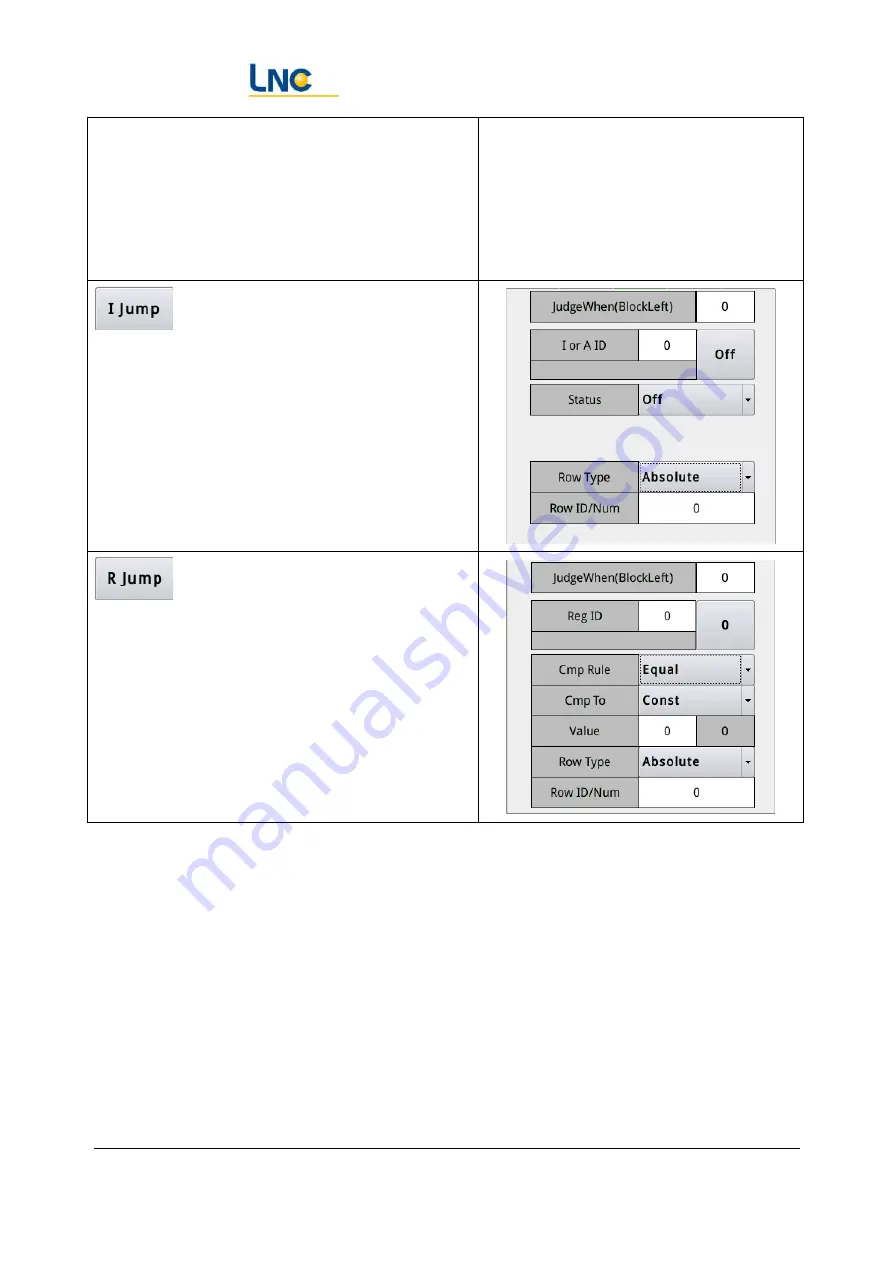
Skip to the specified line when the conditions of I
or A meets the requirements.
No: number of point I
Value: When the state of point I is in accordance
with this setting, the skip action is performed.
Skip mode: refer to skip command
When the condition of R matches, skip to the
specified line.
No.: R value number
Comparison method:
Value: Constant (fixed value), R value (refer to the
content of another R value). Right box (constant
value / R value number)
Skip mode: refer to skip command





















































