




























Cura
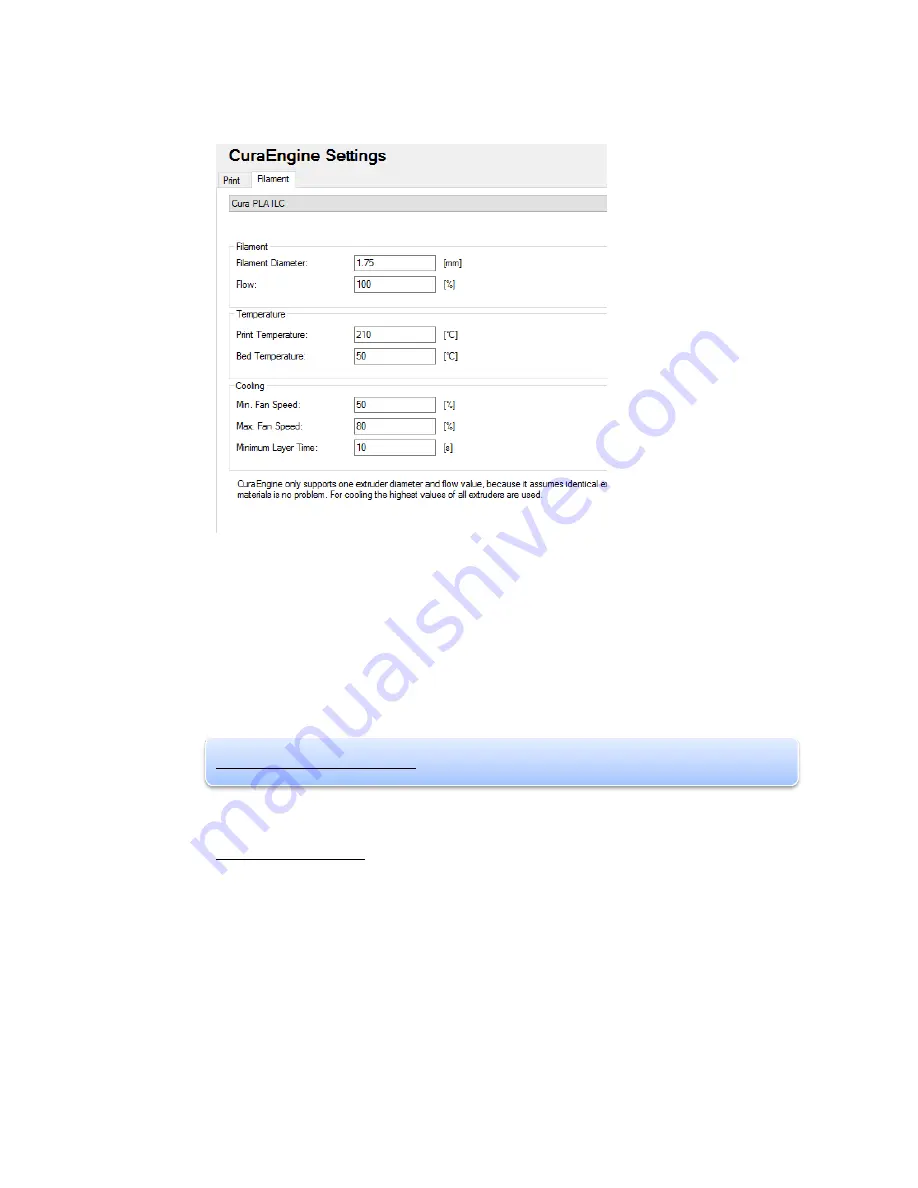
Filament Tab – Cooling section
Here you can adjust the minimum and maximum cooling values and the printing
speed in the “Minimum Layer Time” as well, so it will not be less than the
already set.
The cooling percentage value is different from the previously seen and it can
be adjust while printing.
High Printing Temperature: Another possible cause could be a high Extrusion
Printing even when the cooling system is used. If this is the case, you can change
the value on the manual printing or from the software, as previously shown.
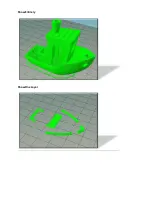
High Printing Speed: If the printing speed is very high and the time is too low for
the size of the layer, it might not be enough time for this to cool down and when
the next hot filament is deposited over it, it can cause a deformation in the layer.
“Slow down If Layer Printing Is Bellow” and “Minimum Layer Time” are the
parameters to use to adjust the min printing time of each layer. See Cooling
Deficiency section.
Printing few objects at the same time could be another solution, this way the
printing time used for one layer is higher as well as the cooling time.
Summary of Contents for ILC
Page 1: ...Welcome to a Revolution with No Limits ENGLISH USER MANUAL Rev 1 1 ...
Page 24: ...On the Printer tab adjust the parameters as shown ...
Page 25: ...On the Extruder tab adjust the parameters as shown ...
Page 29: ......
Page 30: ......
Page 34: ......
Page 35: ......
Page 36: ......
Page 37: ......
Page 38: ......
Page 53: ...Show Entirely Show One Layer ...
Page 54: ...Show Range of Layers ...







































































