2. Copier adjustment
A. Process section
(1) Developing doctor gap adjustment
1) Remove the screw and the connector which connect the toner
hopper and the developing unit, and separate them.
2) Loosen the DV doctor fixing screw A.
3) Insert a 0.53mm (0.6mm for AR-280/285/335) thickness gauge
into the clearance of 40mm
~
70mm from the DV doctor edge.
4) Press the DV doctor in the arrow direction and tighten the DV
doctor fixing screw. (Perform the same procedure for the front and
the rear frame.)
5) Check that the clearance (2 positions) at 40mm
~
70mm from the
both ends is 0.53
±
0.03mm (0.6
±
0.03mm for AR-280/285/335).
*
When inserting a thickness gauge, be careful not to scratch the
DV doctor and the MG roller.
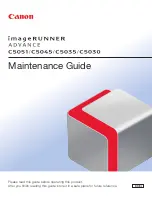
(2) MG roller main pole position adjustment
1) Remove the screw and the connector which connect the toner
hopper and the developing unit, and separate them. Put the devel-
oping unit on a flat floor.
2) Tie a needle or pin on a string.
3) Hold the string and put the needle horizontally and move it toward
the MG roller. (Do not use a clip which is too big to have a correct
position since the MG roller diameter is small.)
4) With the needle tip at 2
~
3 mm apart from the MG roller surface,
mark the point on the surface which is on the extended line of the
needle tip.
5) Measure the distance between the marking position and surface P
of the developing unit and check that it is 17mm.
If the distance is not as specified above, loosen the fixing screw of
the main pole adjustment plate, and move the adjustment plate to
adjust.
(3) Developing bias voltage adjustment
1) Set the digital multi-meter range to the DCV range.
2) Put the test probes between the DV bias output check pin (CN2-1
pin) of the high voltage unit and the chassis (GND).
30mm
40mm
40mm
30mm
A
17.0mm
2~3mm
P
2~3mm
17.0mm
7/13/2000
6 – 2
Содержание AR-250
Страница 194: ......