
















51
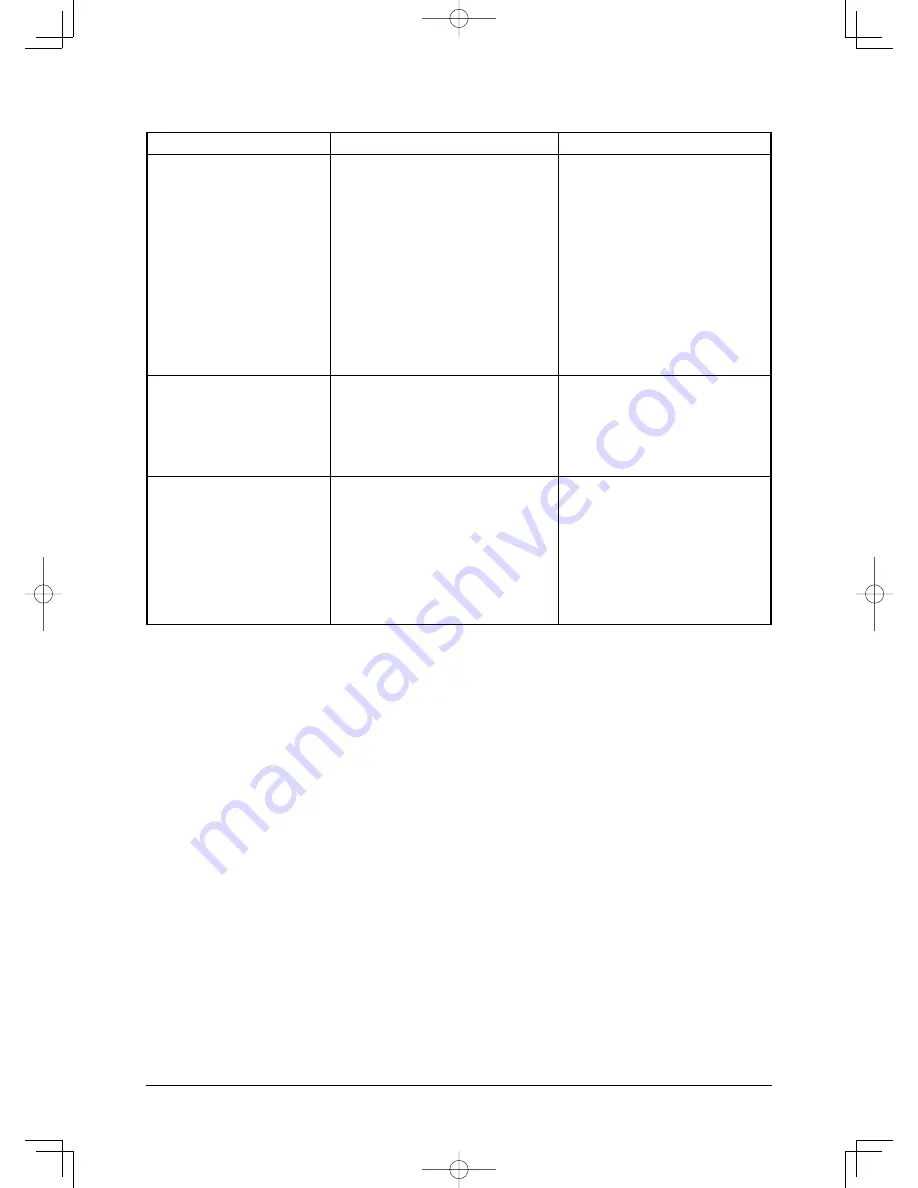
23. 缝制中出现的现象和原因、处理方法
处理方法
™
用细砂纸打磨旋梭尖的伤痕。
用锉刀挫针板的中旋梭固定沟。
™
减弱上线张力。
™
参照「17. 机针和旋梭的关系」。
™
调整为合适的油量。参照「5. 加
油」
。
™
增强上线张力。
™
减弱挑线弹簧,加大移动量。
™
参照「17. 机针和旋梭的关系」。
™
参照「17. 机针和旋梭的关系」。
™
拧紧压脚调节螺丝。
™
参照「17. 机针和旋梭的关系」。
™
更换为大一号的机针。
™
参照「7. 底线的穿线方法」。
™
用细砂纸打磨,或用锉刀锉。
™
更换梭芯,或更换旋梭。
™
加强底线张力。
™
减弱底线绕线张力。
™
更换机针。
现象
1. 断线(绽线或切断。)
(布背面上线残留 2 ~ 3cm)
2. 跳线
3. 紧线不良
原因
1
线道、针尖、旋梭尖、针板的中旋
梭固定沟上有伤痕。
2
上线张力过强。
3
机针与旋梭尖相碰。
4
旋梭部的油量少。
5
上线张力过弱。
6
挑线弹簧过强,移送量小。
7
针与旋梭同步过该部过快,或过慢。
1
针与旋梭同步过快,或过慢。
2
压脚压力过弱。
3
针孔上端和旋梭尖的间隙不正确。
4
机针号不对。
1
梭壳的线张力弹簧下没有穿底线。
2
线道加工不好。
3
梭芯不滑动。
4
底线张力过弱。
5
底线绕线过强。
6
针尖损伤。







































































