
























17730-241
49
Component Replacement
AR2
™
40K • 46K
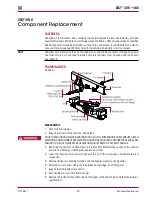
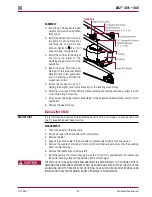
2 . Place the equalizing beam assembly in a shop press with the center hub firmly supported on
the press bed .
NOTE
Before attempting to remove the beam center bushings, inspect the inside face of each equalizing
beam center hub . If the outer metal of the center bushing is worn, the edge may have mush-
roomed over the face of the beam hub . This material must be removed with a chisel or disc sander
before tooling adapters can be positioned for bushing removal .
3 . Install the center bushing removal tool centered on the center bushing .
4 . Push directly on center bushing removal tool until the center bushing is pressed out of the
equalizing beam bore .
INSpECTION
After removing the center bushings, thoroughly inspect the beam center bushing bore . If damaged
from center bushing removal, replace with a new equalizing beam .
dO NOT
re-bush or otherwise
use an equalizing beam that has been damaged .
FAILURE TO REPLACE AN EQUALIZING BEAM THAT HAS BEEN DAMAGED FROM BUSHING REMOVAL
CAN RESULT IN THE FAILURE OF THAT BEAM, LEADING TO ADVERSE VEHICLE HANDLING AND POSSIBLE
PERSONAL INjURY OR PROPERTY DAMAGE .
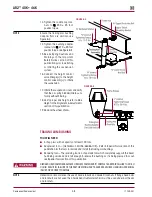
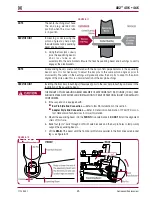
FIguRE 8‑17
1 . M e a s u re t h e i n s i d e d i a m -
eter of the equalizing beam’s
center bushing bore and the cen-
ter bushing’s outside diameter .
The specification of the equalizing
beam’s center bore on a new AR2
equalizing beam:
■
Inside Diameter —
4 .740" ± 0 .004"
(120 .39 mm ± 0 .10 mm)
■
Each measurement is to be
taken as the average of any
two readings at 90 degrees in the same plane, see Figure 8-17 . If component is not within
the specified range, replacement is required
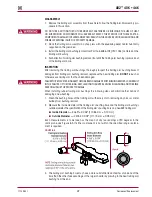
ASSEMBLY
When installing rubber center bushings the following steps will minimize the chance of damaging
a new bushing:
1 . Clean the bores of the equalizing beams with emery cloth, removing any nicks or metal
buildup from bushing removal .
2 . The equalizing beam bore may have a more substantial lead in chamfer at one end of the
bore than the other . Take advantage of the larger chamfer by pressing in the new center bush-
ing from this end .
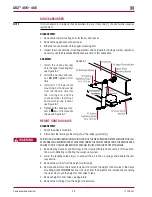
3 . Place the equalizing beam in a shop press on the receiving tool .
4 . Support the beam squarely at the bore area to avoid distortion of the beam bore or bending
of the beam .
5 . Lubricate the outer diameter (O .D .) of the center bushing and the inner diameter (I .D .) of the
beam bore with NLGI#2 – EP (Extreme Pressure) lithium base grease .
6 . Ensure the bushing is square to the equalizing beam bore .