









The crankshaft is forged in one piece and mounted on the engine block in an under-slung
way. In V-engines the connecting rods are arranged side-by-side on the same crank pin in
order to obtain a high degree of standardization. The journals are of same size regardless of
number of cylinders.
The crankshaft is fully balanced to counteract bearing loads from eccentric masses by fitting
counterweights in every crank web. This results in an even and thick oil film for all bearings.
If necessary, the crankshaft is provided with a torsional vibration damper.
The gear wheel for the camshaft drive is bolted on the flywheel end. Both the gear wheel for
the pump drive and the torsional vibration damper are bolted on the free end if installed.
4.2.3
Connection rod
The connecting rod is made of forged alloy steel. It comprises a three-piece design, which
gives a minimum dismantling height and enables the piston to be dismounted without opening
the big end bearing. All connecting rod studs are hydraulically tightened. Oil is led to the
gudgeon pin bearing and piston through a bore in the connecting rod. The gudgeon pin bearing
is of tri-metal type.
4.2.4
Main bearings and big end bearings
The main bearing consists of two replaceable precision type bearing shells, the upper and the
lower shell. Both shells are peripherally slightly longer than the housing thus providing the
shell fixation. The main bearing located closest to the flywheel is an extra support to both the
flywheel and the coupling. Four thrust bearing segments provide the axial guidance of the
crankshaft.
The main bearings and the big end bearings are of tri-metal design with steel back, lead-bronze
lining and a soft and thick running layer.
4.2.5
Cylinder liner
The cylinder liner is centrifugally cast of a special grey cast iron alloy developed for good wear
resistance and high strength. It is designed with a high and rigid collar, making it resistant
against deformations. A distortion free liner bore in combination with excellent lubrication
improves the running conditions for the piston and piston rings, and reduces wear.
The liner is of wet type, sealed against the engine block metallically at the upper part and by
O-rings at the lower part. Accurate temperature control of the cylinder liner is achieved with
optimally located longitudinal cooling bores. To eliminate the risk of bore polishing the liner
is equipped with an anti-polishing ring.
4.2.6
Piston
The piston is of composite design with nodular cast iron skirt and steel crown. The piston skirt
is pressure lubricated, which ensures a well-controlled oil flow to the cylinder liner during all
operating conditions. Oil is fed through the connecting rod to the cooling spaces of the piston.
The piston cooling operates according to the cocktail shaker principle. The piston ring grooves
in the piston top are hardened for better wear resistance.
4.2.7
Piston rings
The piston ring set consists of two directional compression rings and one spring-loaded
conformable oil scraper ring. All rings are chromium-plated and located in the piston crown.
4.2.8
Cylinder head
The cylinder head is made of grey cast iron, the main design criteria being high reliability and
easy maintenance. The mechanical load is absorbed by a strong intermediate deck, which
4-2
Wärtsilä 50DF Product Guide - a16 - 9 September 2016
Wärtsilä 50DF Product Guide
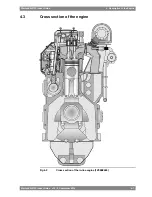
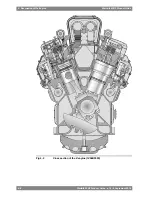
4. Description of the Engine
Summary of Contents for WARTSILA 50DF
Page 1: ...WÄRTSILÄ 50DF PRODUCT GUIDE ...
Page 14: ...This page intentionally left blank ...
Page 40: ...This page intentionally left blank ...
Page 58: ...This page intentionally left blank ...
Page 102: ...This page intentionally left blank ...
Page 120: ...This page intentionally left blank ...
Page 154: ...This page intentionally left blank ...
Page 164: ...This page intentionally left blank ...
Page 176: ...This page intentionally left blank ...
Page 214: ...This page intentionally left blank ...
Page 232: ...This page intentionally left blank ...
Page 234: ...This page intentionally left blank ...
Page 237: ......
Page 238: ......
Page 239: ......