





























8-5
Valco Cincinnati, Inc.
Section 8 - Glue Pattern Edit Menu
MC032 - MCP-25 Control
15
15
15
15
15 F5
F5
F5
F5
F5
Pressing F5 (>>>) displays the information for glue patterns 3,4,
and 5.
16
16
16
16
16 MODE
MODE
MODE
MODE
MODE
Moving the cursor onto the word “MODE” and then pressing the
“ENTER” button displays the mode-selection screen (see
“Selecting a Mode” in this section”).
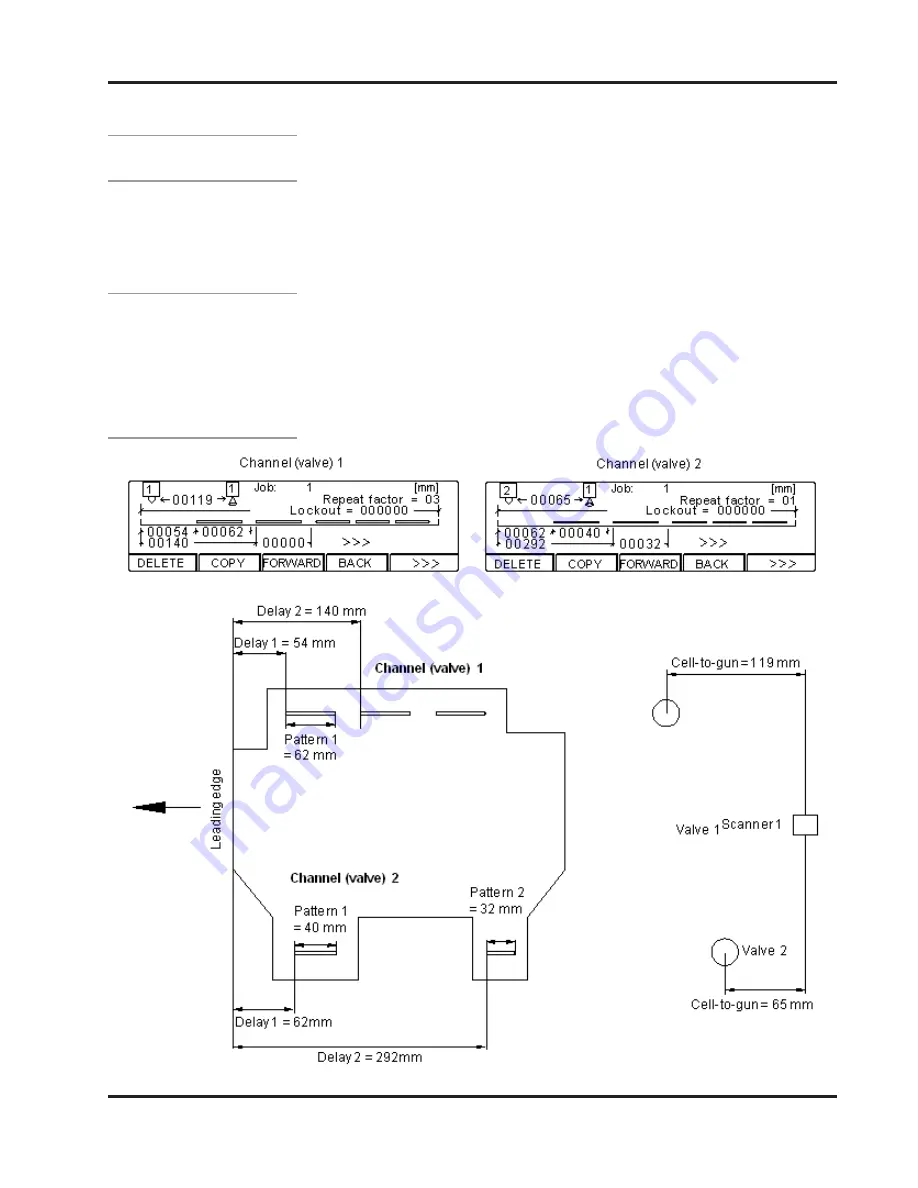
Glue-Pattern-Edit Parameters -
Continued
Glue-Pattern-
Example
(Standard
Mode)







































































