






















parâmetros dos acessórios de soldadura (em modalidade
programação).
Led ligado: indica que a velocidade do fio é aquela aconselhada (valor
de default pré-configurado).
Botão de selecção da soldadura 2T/4T, Spot.
(aço, aço ínox, alumínio,
ligas de cobre silício ou cobre alumínio para brasagem mig).
Desembalar a máquina de solda, efetuar a montagem das partes separadas, contidas
na embalagem.
Todas as máquinas de solda descritas neste manual são equipadas com sistemas de
levantamento.
Determinar o lugar da instalação da máquina de solda de modo que não haja
obstáculos na correspondência da abertura de entrada e de saída do ar de
arrefecimento (circulação forçada através do ventilador, se presente); certificar-se ao
mesmo tempo que não sejam aspirados pós condutores, vapores corrosivos,
umidade, etc..
Manter pelo menos 250mm de espaço livre ao redor da máquina de solda.
- Antes de efetuar qualquer ligação elétrica, verificar que os dados da placa da
máquina de solda correspondam à tensão e freqüência de rede disponíveis no local
de instalação.
- A máquina de solda deve ser ligada exclusivamente a um sistema de alimentação
com condutor de neutro ligado à terra.
ligar ao cabo de alimentação um plugue normalizado,
com capacidade adequada e instalar uma tomada de rede
dotada de fusíveis ou interruptor automático; o terminal apropriado de terra deve ser
ligado ao condutor de terra (amarelo-verde) da linha de alimentação. A tabela 1
os valores recomendados em ampères dos fusíveis retardados de
linha escolhidos de acordo com a max. corrente nominal distribuída pela máquina de
solda, e à tensão nominal de alimentação.
Para as operações de troca tensão (somente para versão trifásica) acessar a parte
interna da máquina de solda, removendo o painel e preparar o quadro de bornes de
troca de tensão de maneira que haja correspondência entre a ligação indicada na
placa de sinalização apropriada e a tensão de rede disponível.
Remontar cuidadosamente o painel utilizando os parafusos apropriados.
<=
A Tabela 1
ém os valores recomendados para os cabos de soldagem
(em mm ) de acordo com a corrente máxima distribuída pela máquina de solda.
(somente para versão com alimentador de fio separado)
- Executar as ligações com o gerador de corrente (painel traseiro):
- cabo de corrente de soldagem ao engate rápido (+)
- cabo de comando no conector apropriado.
- Prestar atenção que os conectores estejam bem apertados a fim de evitar
superaquecimentos e perda de eficiência.
- Ligar o tubo de gás proveniente do redutor de pressão do cilindro e apertar com a
braçadeira fornecida.
- Garrafa de gás carregável no plano de apoio da garrafa da máquina de soldar:
max 20 kg.
- Aparafusar o redutor de pressão à válvula do cilindro de gás intercalando a redução
apropriada fornecida como acessório, quando for utilizado gás Argônio ou mistura
Argônio/CO .
- Ligar o tubo de entrada do gás ao redutor e apertar a braçadeira fornecida.
- Afrouxar o aro de regulação do redutor de pressão antes de abrir a válvula do
cilindro.
Conectar o cabo de retorno da corrente de soldadura à peça a soldar ou à bancada
metálica sobre a qual está apoiado, o mais perto possível à junta em execução.
Engatar a tocha (1) no conector dedicado (2) à mesma apertando manualmente a
fundo o aro de bloqueio. Prepará-la para o primeiro carregamento do arame,
desmontando o bico e o tubo de contato, para facilitar a saída.
VERIFICAR QUE OS ROLOS DISPOSITIVOS DE TRAÇÃO DE ARAME, A LUVA
GUIA DE ARAME E O TUBO DE CONTATO DA TOCHA ESTEJAM
CORRESPONDENTES AO DIÂMETRO E À NATUREZA DO ARAME QUE SE
DESEJA UTILIZAR E QUE ESTEJAM MONTADOS CORRETAMENTE. DURANTE
AS FASES DE ENFIAMENTO DO FIO NÃO VESTIR LUVAS DE PROTECÇÃO.
- Posicionar a bobina de arame no carretel, mantendo a ponta do arame para cima;
certificar-se que a ponta de puxar do carretel esteja corretamente alojada no furo
previsto
.
- Liberar o contra-rolo de pressão e afastá-lo do rolo inferior
.
- Liberar a ponta do arame, cortar a sua extremidade deformada com um corte
preciso e sem rebarba; virar a bobina em sentido anti-horário e colocar a ponta do
fio no guia de arame da entrada empurrando-o 50-100mm no guia de arame da
conexão da tocha
.
- Reposicionar o contra-rolo regulando sua pressão a um valor intermediário,
verificar que o arame esteja posicionado corretamente na cavidade do rolo inferior
.
- Frear ligeiramente o carretel agindo no parafuso de regulação apropriado colocado
no centro do próprio carretel.
- Tirar o bico e o tubo de contato.
- Inserir a ficha do aparelho de soldar na tomada de alimentação, ligar o aparelho de
soldar, premer o botão tocha e aguardar que a extremidade do fio percorrendo todo
o bico guia-fio saia por 100-150mm da parte dianteira da tocha, libertar o botão.
- Não direcionar o bocal da tocha contra partes do corpo
- Não aproximar a tocha ao cilindro
- Remontar o tubo de contato e o bico na tocha
- Verificar que a tração do arame seja regular; calibrar a pressão dos rolos e a
travação do carretel nos valores mínimos possíveis verificando que o arame não
escorregue na cavidade e que no momento da parada do avanço não se afrouxem
as espirais de arame devido à inércia excessiva da bobina.
- Cortar a extremidade de arame que sai pelo bico a 10-15mm
- Fechar a tampa do dispositivo de tração.
VERIFICAR QUE OS ROLOS DISPOSITIVOS DE TRAÇÃO DE ARAME, A LUVA
GUIA DE ARAME E O TUBO DE CONTATO DA TOCHA ESTEJAM
CORRESPONDENTES AO DIÂMETRO E À NATUREZA DO ARAME QUE SE
DESEJA UTILIZAR E QUE ESTEJAM MONTADOS CORRETAMENTE. DURANTE
AS FASES DE ENFIAMENTO DO FIO NÃO VESTIR LUVAS DE PROTECÇÃO.
- Libertar a extremidade do fio, decepar a extremidade deformada do mesmo com
um corte preciso e sem rebarba; rodar a bobina no sentido anti-horário e enfiar a
DEFAULT
5. INSTALAÇÃO
ATENÇÃO! EXECUTAR TODAS AS OPERAÇÕES DE INSTALAÇÃO E
LIGAÇÕES ELÉTRICAS COM A MÁQUINA DE SOLDA RIGOROSAMENTE
DESLIGADA E DESCONECTADA DA REDE DE ALIMENTAÇÃO.
AS LIGAÇÕES ELÉTRICAS DEVEM SER EXECUTADAS EXCLUSIVAMENTE
POR PESSOAL ESPECIALIZADO OU QUALIFICADO.
5.1 INSTALAÇÃO
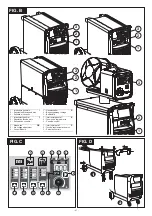
Fig. D
Montagem do cabo de retorno-pinça
Fig. E
5.2 SISTEMA DE LEVANTAMENTO DA MÁQUINA DE SOLDA
5.3 LOCALIZAÇÃO DA MÁQUINA DE SOLDA
ATENÇÃO! Colocar a máquina de solda numa superfície plana de
capacidade adequada ao peso para evitar sua queda ou deslocamentos
perigosos.
5.4 LIGAÇÃO À REDE
5.4.1 ATENÇÃO!
5.4.2 PLUGUE E TOMADA:
(TAB.1) contém
5.4.3Troca tensão
Fig. F
ATENÇÃO! A máquina de solda é preparada na fábrica com a tensão
mais elevada da série disponível, por exemplo:
U 400V
Tensão de preparação na fábrica.
ATENÇÃO!
A falta de observação das regras acima citadas torna ineficiente o sistema de
segurança previsto pelo fabricante (classe I) com conseqüentes graves riscos
para as pessoas (p.ex. choque elétrico) e para as coisas (p.ex. incêndio).
5.5 LIGAÇÕES DO CIRCUITO DE SOLDAGEM
ATENÇÃO! ANTES DE EXECUTAR AS SEGUINTES LIGAÇÕES
VERIFICAR QUE A MÁQUINA DE SOLDA ESTEJA DESLIGADA E
DESCONECTADA DA REDE DE ALIMENTAÇÃO.
(TAB. 1) cont
5.5.1 Ligação ao alimentador de fio
Fig. G
5.5.2 Ligação ao cilindro de gás
5.5.3 Ligação do cabo de retorno da corrente de soldagem
Fig. H1
5.5.4 Ligação da tocha
Fig. H1, H3
5.5.5 Conexão
Fig. H2, H4
5.6 CARREGAMENTO DA BOBINA DO ARAME
ATENÇÃO! ANTES DE INICIAR AS OPERAÇÕES DE CARGA DO ARAME,
CERTIFICAR-SE QUE A MÁQUINA DE SOLDA ESTEJA DESLIGADA E
DESCONECTADA DA REDE DE ALIMENTAÇÃO.
Fig. I
(1)
(2)
(2)
(3)
ATENÇÃO! Durante estas operações o arame está sob tensão elétrica e é
submetido a força mecânica; portanto pode causar, se não forem adotadas as
precauções adequadas, perigos de choque elétrico, feridas e disparar arcos
elétricos:
ATENÇÃO! ANTES DE INICIAR AS OPERAÇÕES DE CARGA DO
ARAME, CERTIFICAR-SE QUE A MÁQUINA DE SOLDA ESTEJA DESLIGADA E
DESCONECTADA DA REDE DE ALIMENTAÇÃO. OU QUE O SPOOL GUN SEJA
DESCONEXO DA MÁQUINA DE SOLDA.
Fig. L
(1).
(2)
1
2
2
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
Botão seleção diâmetro do fio
Botão de seleção gás de soldadura
Botão de seleção tipo material a ser soldado
Ligar o spool gun
no engate tocha centralizado
virando até o fundo a bucha de
fixação. Inserir também o conetor do cabo comando
na tomada apropriada
A soldadora reconhece em modo automático o spool gun.
- Tirar a tampa desaparafusando o parafuso apropriado
- Colocar a bobina do fio sobre o carretel.
- Soltar o contra-rolo de pressão e coloca-lo longe do rolo inferior
.
(2P + T - 1ph, 3P + T - 3ph)
spool gun
(3)
(4)
(5)
(6).
5.7 CARREGAMENTO BOBINA FIO NO SPOOL GUN
- 24 -
Summary of Contents for PRO MIG 180
Page 28: ...FIG E FIG F 28...
Page 29: ...29...







































































