





























ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT WIRD, DÜRFEN
KEINE SCHUTZHANDSCHUHE GETRAGEN WERDEN.
-
Das Drahtende lösen, das verformte Ende mit einem sauberen, gratfreien Schnitt
abtrennen; die Spule entgegen dem Uhrzeigersinn drehen und das Drahtende in
den Eingang der Führungsseele einmünden lassen. Dazu wird der Draht 50-100
mm weit ins Innere des Schweißmundstückes
geschoben.
Kupferlegierungen (CuAl/CuSi).
- Die Schweißmaschine einschalten.
- Der Schweißstrom mit dem Dreh-Umschalter und dem Wechselschalter (falls
vorhanden) einstellen (Abb. N).
- Auf dem Display erscheint der soeben eingestellte Schweißstrom. Mit dem Knopf
läßt sich die zugehörige, werkseitig voreingestellte Drahtgeschwindigkeit
anzeigen (Led
DEFAULT aufleuchtend).
ANMERKUNG: Die Drahtgeschwindigkeit kann innerhalb eines vorgegebenen
Intervalls geändert werden, um gute Schweißresultate zu erzielen. Dieses
Geschwindigkeitsintervall wird durch das Aufleuchten der Led
DEFAULT
kenntlich gemacht; wird dieses voreingestellte Intervall DEFAULT verlassen,
erlischt die Led.
- Mit dem Knopf
wird der Schweißmodus gewählt.
ANMERKUNG: Während des Schweißvorganges erscheint auf dem Display der
tatsächliche Stromwert.
- Mit dem Regler
kann die Drahtgeschwindigkeit geändert werden, auf dem
Display erscheint dann kurzfristig der zugehörige Wert. Der Stromwert wird wieder
angezeigt, sobald diese Einstellung beendet ist.
Die Schweißmaschine speichert für jede Stellung des Umschalters alle
Parameter (Werkstoff, Gas, Drahtdurchmesser, Drahtgeschwindigkeit) der zuletzt
ausgeführten Schweißung.
- Die Schweißmaschine einschalten.
- Der Schweißstrom mit dem Dreh-Umschalter und dem Wechselschalter (falls
vorhanden) einstellen (Abb. N).
- Auf dem Display erscheint der soeben eingestellte Schweißstrom. Mit dem Knopf
läßt sich die zugehörige, werkseitig voreingestellte Drahtgeschwindigkeit
anzeigen (Led
DEFAULT aufleuchtend).
ANMERKUNG: Die Drahtgeschwindigkeit kann innerhalb eines vorgegebenen
Intervalls geändert werden, um gute Schweißresultate zu erzielen. Dieses
Geschwindigkeitsintervall wird durch das Aufleuchten der Led
DEFAULT
kenntlich gemacht; wird dieses voreingestellte Intervall DEFAULT verlassen,
erlischt die Led.
- Mit dem Knopf
wird der Schweißmodus gewählt.
ANMERKUNG: Während des Schweißvorganges erscheint auf dem Display der
tatsächliche Stromwert.
- Mit dem Potentiometer der Spool gun läßt sich die Drahtgeschwindigkeit verändern.
Auf dem Display erscheint kurzfristig der zugehörige Wert. Der Stromwert wird
wieder angezeigt, sobald diese Einstellung beendet ist.
Die Schweißmaschine speichert für jede Stellung des Umschalters alle
Parameter (Werkstoff, Gas, Drahtdurchmesser, Drahtgeschwindigkeit) der zuletzt
ausgeführten Schweißung.
Die DEFAULTWERTE der zusätzlichen Schweißparameter (Anstiegsrampe, Burn-
back, Gasvorströmungszeit) werden herstellerseitig voreingestellt; zur individuellen
Einstellung der einzelnen Parameter wie folgt vorgehen:
- Mindestens 3 Sekunden lang den Knopf
drücken, bis auf dem Display “nor”
erscheint.
- Den Knopf
drücken, bis die Led aufleuchtet (
oder
oder
), die dem zu
programmierenden Zusatzparameter entspricht.
- Durch Drehen am Regler
den Wert des gewählten Parameters verändern.
Anstiegsrampe der Drahtgeschwindigkeit:
Einstellbereich nor, r_1, ..., r_9 (nor = Start ohne Rampe, r_1 = Sehr schneller Start,
r_9 = sehr langsamer Start).
Einstellbereich 0-1sec.
Einstellbereich 0-3sec.
- Um die werkseitige Vorbesetzung wieder zu aktivieren, gleichzeitig 3 Sekunden
lang die Knöpfe
und
betätigen.
- Um den festgelegten Wert zu speichern und den Programmiermodus zu verlassen,
erneut den Knopf
für mindestens 3 Sekunden drücken.
Durch gleichzeitiges Drücken der Knöpfe
und
(nicht im Programmiermodus)
werden die Werkseinstellungen sämtlicher Schweißparameter wieder hergestellt.
- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile gelegt werden,
weil das Isoliermaterial schmelzen würde und der Brenner bald betriebsunfähig
wäre;
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse dicht sind;
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit trockener
Druckluft zu durchblasen (max 5 bar) und auf ihren Zustand hin zu überprüfen;
- Kontrollieren Sie mindestens einmal täglich folgende Endstücke des Brenners auf
ihren Verschleißzustand und daraufhin, ob sie richtig montiert sind: Düse,
Kontaktrohr, Gasdiffusor.
- Prüfen Sie die Drahtvorschubrollen häufiger auf ihren Verschleißzustand.
Metallstaub, der sich im Schleppbereich angesammelt hat, ist regelmäßig zu
entfernen (Rollen und Drahtführung am Ein- und Austritt).
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und die
Staubentwicklung am Arbeitsor t abgestimmt, muß das Innere der
Schweißmaschine inspiziert werden. Der Staub, der sich auf Transformator,
Reaktanz und Gleichrichter abgelagert hat, ist mit trockener Druckluft abzublasen
(max 10 bar).
- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen Karten zu richten. Sie
sind mit einer besonders weichen Bürste oder geeigneten Lösungsmitteln bei
Bedarf zu reinigen.
- Wenn Gelegenheit besteht, prüfen Sie, ob die elektrischen Anschlüsse festsitzen
und ob die Kabelisolierungen unversehrt sind.
- Nach Beendigung dieser Arbeiten werden die Tafeln der Schweißmaschine wieder
angebracht und die Feststellschrauben wieder vollständig angezogen.
- Vermeiden Sie unter allen Umständen, bei geöffneter Schweißmaschine zu
arbeiten.
(2)
Wichtig:
Wichtig:
Burn-back-Dauer:
Gasvorströmungsdauer:
AC H T U N G ! VO R
B E G I N N
D E R WA R T U N G S A R B E I T E N
I S T
SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE AUSGESCHALTET UND
VOMVERSORGUNGSNETZ GETRENNT IST.
7.1 PLANMÄSSIGEWARTUNG:
DIE PLANMÄSSIGEN WARTUNGSTÄTIGKEITEN KÖNNEN VOM SCHWEISSER
ÜBERNOMMENWERDEN.
7.1.1Brenner
7.1.2 Drahtzufuhr
7.2 AUSSERPLANMÄSSIGEWARTUNG:
AUSSERPLANMÄSSIGE WARTUNGEN DÜRFEN NUR VON FACHPERSONAL
AUS DEM BEREICH ELEKTROMECHANIK DURCHGEFÜHRTWERDEN.
VORSICHT! BEVOR DIE TAFELN DER SCHWEISSMASCHINE ENTFERNT
WERDEN, UM AUF IHR INNERES ZUZUGREIFEN, IST SICHERZUSTELLEN,
DASS SIE ABGESCHALTET UNDVOMVERSORGUNGSNETZ GETRENNT IST.
Werden Kontrollen durchgeführt, während das Innere der Schweißmaschine
unter Spannung steht, besteht die Gefahr eines schweren Stromschlages bei
direktem Kontakt mit spannungsführenden Teilen oder von Verletzungen beim
direkten Kontakt mit Bewegungselementen.
7. WARTUNG
-
Durch Lösen der Schraube die Haube abnehmen
-
Drahtspule in die Haspel einlegen.
-
Gegendruckrolle lösen und Sie sie von der unteren Rolle trennen
.
-
Die Gegenrolle wieder positionieren, einen mittleren Druckwert einstellen und
prüfen, ob der Draht richtig in der Nut der unteren Rolle liegt
.
-
Bremsen Sie die Haspel leicht mit der zugehörigen Stellschraube.
-
Wenn die
angeschlossen ist, die Schweißmaschine einschalten und
abwarten, bis der Draht die Drahtführungsseele durchquert hat und nun 10-15 cm
aus dem vorderen Brennerteil hervorsteht. In diesem Moment den Brennerknopf
loslassen.
- Nur bei der dreiphasigen Version:
Die Werkstückklemme in die gewünschte Schnellanschlußbuchse (-) stecken, die
für den Werkstoff geeignet ist
- Schnellanschluß (-) mit max. Reaktanz
für Aluminiumwerkstoffe und
Aluminiumlegierungen,
- Schnellanschluß (-) mit min. Reaktanz
Stahl rostfrei (SS), Kohlenstoffstahl und
niedrig legierter Stahl (Fe).
- Stromrückleitungskabel an das Werkstück anklemmen.
- Die Schutzgaszufuhr mit Hilfe des Druckverminderers öffnen und einregeln (5-7
l/min)
Denken Sie nach Abschluß der Arbeiten daran, die Schutzgaszufuhr
wieder zu schließen.
- Auswahl des Werkstoffes, des Gases und des Drahtdurchmessers mit den Knöpfen
..
- Drücken Sie den Brennerknopf , um mit dem Schweißen zu beginnen.
- Unter kritischen Schweißbedingungen blinkt die Led für den Drahtdurchmesser.
- Auswahl des Werkstoffes, des Gases und des Drahtdurchmessers mit den Knöpfen
..
- Drücken Sie den Brennerknopf , um mit dem Schweißen zu beginnen.
- Unter kritischen Schweißbedingungen blinkt die Led für den Drahtdurchmesser.
(1)
(2)
(3)
Spool gun
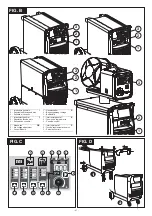
Abb. H1, M
ANMERKUNG:
6.1 MIG-SCHWEISSEN MIT BRENNER
Abb. B, C
6.2 SCHWEISSEN MIT SPOOL GUN
Abb. B, C
6. SCHWEISSEN: VERFAHRENSBESCHREIBUNG
, ,
, ,
6.3 PUNKTSCHWEISSFUNKTION
Abb. C
Abb. O
6.4 ÜBERLASTSCHUTZ
Abb. C
ALL thr
6.5 PROGRAMMIERUNG SCHWEISSPARAMETER
Abb. C
6.6WIEDERHERSTELLUNG SÄMTLICHER DEFAULTWERTE
Abb. C
- Die Punktschweißfunktion wird mit Knopf
ausgewählt.
- Knopf
drücken, bis Led
aufleuchtet. Mit dem Handgriff
die
Punktschweißdauer einstellen.
- Brenner- oder Spool-gun-Knopf drücken, um mit dem Schweißvorgang zu
beginnen. Dieser wird automatisch nach Ablauf der eingestellten Dauer
unterbrochen.
- Für Hinweise zum Verfahren siehe außerdem
Die Signal-Led
der thermostatischen Sicherung leuchtet bei einer Überhitzung auf
(außerdem erscheint auf dem Display der Schriftzug
). Die Leistungsabgabe
wird unterbrochen, das Reset erfolgt automatisch nach einigen Minuten, in denen sich
das Gerät abkühlen konnte.
__________________________________________________________________
__________________________________________________________________
- 17 -
Summary of Contents for PRO MIG 180
Page 28: ...FIG E FIG F 28...
Page 29: ...29...







































































