Summary of Contents for LaserHybrid Ultracompact Twin
Page 2: ...2...
Page 4: ...4...
Page 8: ...8...
Page 18: ...18...
Page 19: ...General information...
Page 20: ......
Page 34: ...34...
Page 35: ...Control elements and connections...
Page 36: ......
Page 41: ...Start up...
Page 42: ......
Page 76: ...76...
Page 77: ...Maintenance...
Page 78: ......
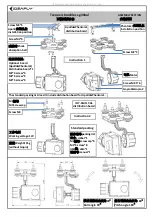
Page 94: ...94 3 Position the gas nozzle and secure using a 2 5 mm Al len key Tightening torque 1 Nm 5...
Page 96: ...96 Fit the spatter guard plate using two Al len screws 3 mm 2 2 2...
Page 110: ...110...
Page 111: ...Appendix...
Page 112: ......
Page 114: ...114 Spare parts list LaserHybrid Ultracompact Twin...
Page 115: ...115...
Page 116: ...116...
Page 118: ...118...
Page 119: ...119...