





























37
AC TIG Welding - AC Wave Balance Control
Razor
32OAC/DC
TIG-MMA
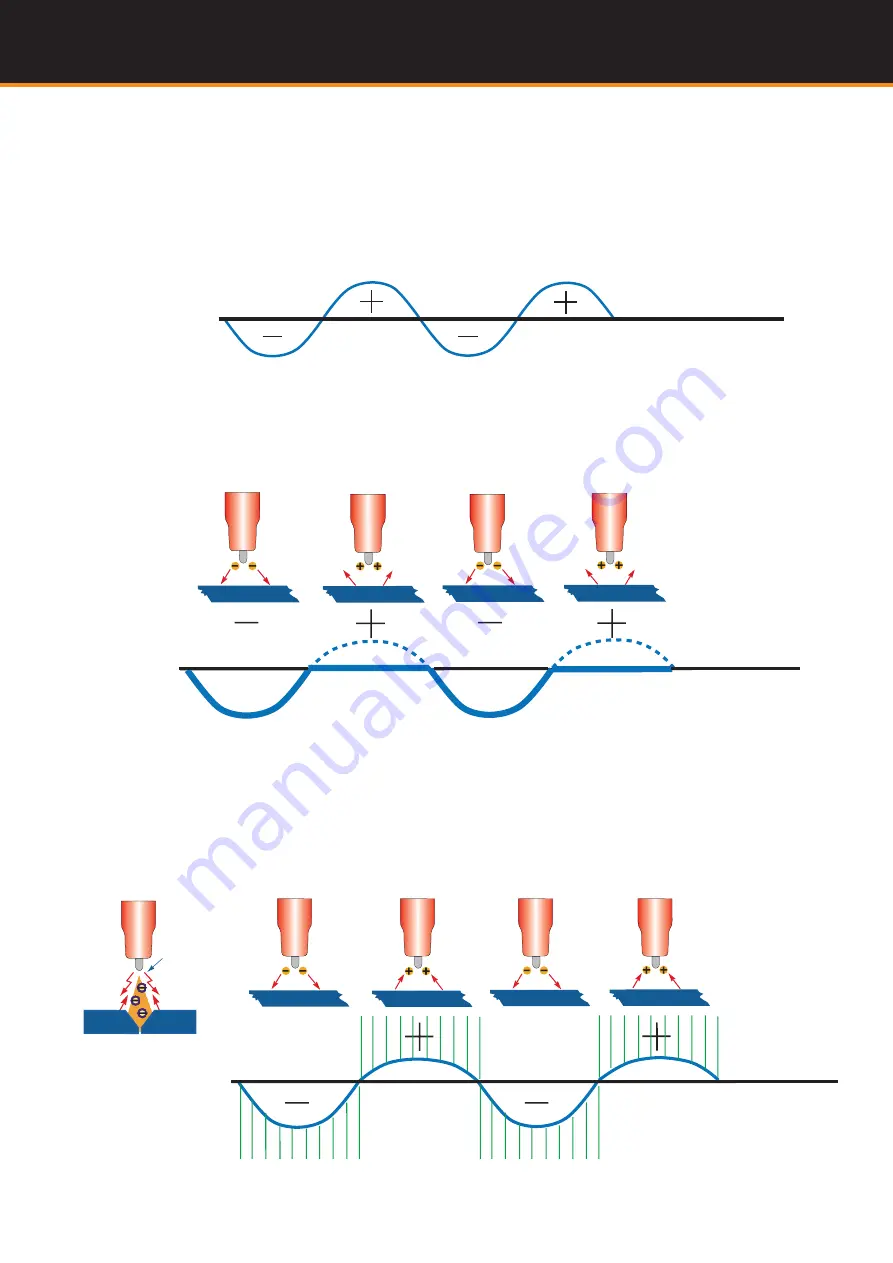
The use of Alternating Current enables us to TIG weld non-ferrous alloys like Aluminium, Magnesium and Aluminium
Alloys. These materials have an insulating surface oxide layer that melts at a higher temperature than the base metal
beneath, making it difficult to weld if the oxides are not removed. AC welding current is ideal because the nature of
the AC wave form assists in breaking the surface oxide layer, often referred to as the “cleaning action”. AC current
has a cycle where the flow changes direction between Electrode Negative (-, direct polarity) and Electrode Positive (+,
reverse polarity). The Electrode Positive phase of this cycle breaks down the surface oxides while the direct polarity
Electrode Negative phase melts the base material and provides weld penetration.
There are inherent problems that come with AC TIG arc rectification: arc stutter, arc wandering and arc stoppage.
These problems typically occur during the transition between positive and negative phase of the alternating cycles.
The current reduces by as much as 30% during the electrode positive phase and there is a resistance of the electron
flow during this half cycle (rectification). The lack of current flow during this half cycle makes the AC arc unstable.
In older welding machines, to overcome this lack of flow during the Electrode Positive phase of the cycle, high-fre-
quency (HF) voltage is generated and fed continually into the welding circuit. The HF energizes the arc and maintains
arc stability during the Electrode Positive phase of the AC cycle. Although the welding arc is maintained, less current
flows during the Electrode Positive phase of the AC cycle, resulting in an unbalanced wave form.
UNBALANCED WAVE FORM
+
_
HF
30%
30%
current
reverse polarity
straight polarity
current
current
reverse polarity
direct polarity
reverse polarity
direct polarity
30%
30%
current
reverse polarity
direct polarity
Содержание RazorWeld Razor TIG320 ACDC
Страница 7: ...7 Electrical Schematic Diagram Razor32OAC DC TIG MMA...
Страница 54: ...54 NOTES...
Страница 55: ...55 NOTES...







































































