




























Page 22 of 60
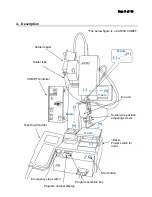
12.
Slide Soldering Program Setting
12.1 Slide (Line) Soldering Flow
The flow of slide soldering as follows:
*When the soldering feed/ Rev. amount is “0”, it is jumped to next soldering condition.
Name
Description
1st solder amount
/ feed speed
Set 1st solder amount and feed speed.
With the iron tip being up, the solder wire feeds to the iron tip.
By feeding a few solder wire to the iron tip, the heat can quickly transfer to the
joint area.
The setting value depends on the joint / substrate and the type of iron tip.
1st solder Rev. amount
/ Rev. speed
Set the amount and speed to retract the solder wire after 1st solder feeding.
The purpose of the 1st solder Rev. is to prevent the solder wire from melting by
the heat of iron tip. Also the next solder amount can accurately feed by
retracting the solder wire.
Pre-heat time
Set the time that the iron tip goes down and heats the joint / substrate.
Pre-heat time depends on the size of joint/ substrate.
Start pool time
It is the solder pooling time before sliding start. The sliding starts after the set
pool time.
2nd solder amount 1
/ speed 1
Set 2nd solder amount and feed speed that the joint requires.
Although 2nd solder amount depends on the joint, 1st solder Rev. amount also
needs to be considered.
2nd solder amount 2
/ speed 2
It is possible to change the soldering amount and feeding speed up to three
times.
This is a useful function to solder various pin size.
If the solder amount is not enough at 2nd solder amount 1, increase the amount
from 2nd solder amount 2 on. If unnecessary, set the amount “0” from 2nd
solder amount 2 on.
2nd solder amount 3
/ speed 3
2nd solder amount 4
/ speed 4
2nd solder Rev. amount
/ Rev. speed
Set the amount and speed to retract the solder wire after 2nd solder.
In the same way as 1st solder Rev. the next solder amount can accurately feed
by retracting the solder wire.
Heating time
It is the heating time after slide finishing.
It depends on the size of joint / substrate.
Timer:
Pre-heat time
Soldering
condition
:
Robot speed
XY
:
Line speed
①
*
1st solder
②
Pre-heat
③
*
2nd solder
⑤
Heating
④
*
2nd solder Rev.
Start
pool
time
Heating time
Содержание J-CAT200 COMET
Страница 5: ...Page 5 of 60 3 Dimensions J CAT200 COMET...
Страница 6: ...Page 6 of 60 J CAT300 COMET...
Страница 7: ...Page 7 of 60 J CAT400 COMET...
Страница 8: ...Page 8 of 60 J CAT500 COMET...

























































