





























Names and Functions
OMCTT5639E09
21
4.2 Welding methods and output waveform
Note
The “applicable material” section of the following table lists the general material.
In the case of special metal, etc., welding results may be different from your requirement.
Welding method
Output waveform
(Image)
Main materials
Features
DC TIG
The polarity is electrode
minus (DCEN).
Stainless steel
Mild steel
Copper
Titanium
Brass
• Widely used for metal other than aluminum in
TIG welding.
• An arc-start method is selectable according to
applications.
• When the pulse is set to “OFF”:
Stable DC output is available for any current
including low current and high current.
• When the pulse is set to “ON”:
Pulse frequency: 0.8 to 25Hz
Suitable for the welding of a joint between a thick
plate and a thin plate, which have considerable
difference in their thermal capacity, and the weld
-
ing that requires wave-patterned bead or pene
-
tration welding.
Pulse frequency: 10 to 500Hz
Suitable for the thin plate welding, fillet welding
and butt welding.
AC
TIG
Standard
A rectangular wave with the
same peak value of output
current for both electrode
minus (DCEN) and elec
-
trode plus (DCEP) periods.
Aluminum
Magnesium
Brass
• The general AC TIG welding can be done widely
for the range of material from thin plates to thick
plates.
• Applying the pulse “present” mode works better
in the welding of a joint between a thick plate and
a thin plate, which have considerable difference
in their heat capacity. (Use the pulse frequency of
0.8 to 25Hz.)
Hard
Shows a pulse overlap
waveform.
• Arc with high heat input and strong convergence
is available. (Suitable for welding with narrow
bead width.)
• Suitable for the gap welding of a thin plate.
• Suitable for the fillet welding of an intermediate
plate.
• Using the pulse “present” mode enables the
welding of a joint created by plates with different
thickness as well.
Soft
A sine wave for electrode
minus (DCEN) and elec
-
trode plus (DCEP) periods.
• Soft arc is available.
• (Suitable for welding with wide bead width.)
• Suitable for the butt welding of an intermediate
plate.
Summary of Contents for YC-300BP2YAF
Page 10: ...Rated Specifications OMCTT5639E09 10 2 2 1 Dimensions ...
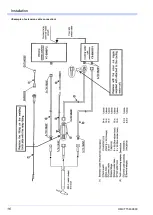
Page 16: ...Installation OMCTT5639E09 16 Example of extension cable connection ...
Page 49: ...Parts list OMCTT5639E09 49 9 Parts list ...
Page 52: ...OMCTT5639E09 52 ...
Page 53: ...Circuit diagram OMCTT5639E09 53 10 Circuit diagram NF9 NF8 ...
Page 54: ...Circuit diagram OMCTT5639E09 54 10 1 Enlarged left half NF8 MCB ...
Page 55: ...Circuit diagram OMCTT5639E09 55 10 2 Enlarged right half NF9 ...
Page 62: ...OMCTT5639E09 62 ...
Page 63: ...OMCTT5639E09 63 ...







































































