




















HANDLING AND INSTALLATION
4
- 18 -
3
02.
0
2
8
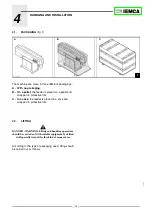
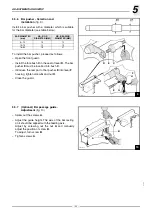
❏
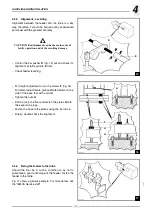
Lifting with case
Use a hook-up lifting device of suitable capacity.
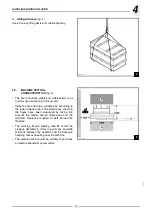
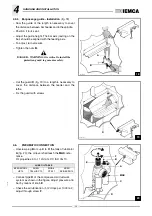
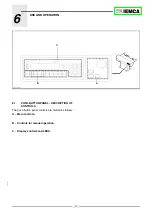
4.3.
MACHINE SETTING -
CHARACTERISTICS
– The floor should be stable and well-levelled so as
to allow good anchoring to the ground.
– Select an area having a suitable size according to
the type of feeder used. The dimensions shown in
the figure have been calculated by taking into
account the feeder overall dimensions and the
minimum clearance required to walk around the
machine.
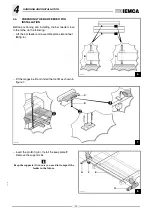
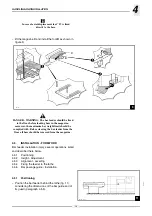
– The working
A
and feeding area
B
should be
properly delimited in order to avoid any possibile
collisions between the operator and the transport/
handling means travelling near the machine.
– The selected area should be suitably lit and have
an electric/pneumatic power outlet.
28.019 Ec.0
28_020_1.bmp
A
B
Summary of Contents for VIP 80
Page 1: ...REL DATA COD S N VIP 80 MANUAL FOR USE AND MAINTENANCE GB 1 03 11 99 805005440 ...
Page 28: ...HANDLING AND INSTALLATION 4 25 302 028 ...
Page 61: ...PUSH BUTTON PANEL OPERATION GUIDE GB 03 11 99 VIP 80 AUTOMATIC BAR FEEDER ...
Page 64: ...2 302 061 ...
Page 74: ...12 1 GENERAL INFORMATION 302 061 ...
Page 136: ......
Page 138: ......
Page 142: ...302 061 B ...
Page 144: ......
Page 148: ......
Page 150: ......
Page 152: ......







































































