






















PCL 600
Operators Manual
v 2.0
61
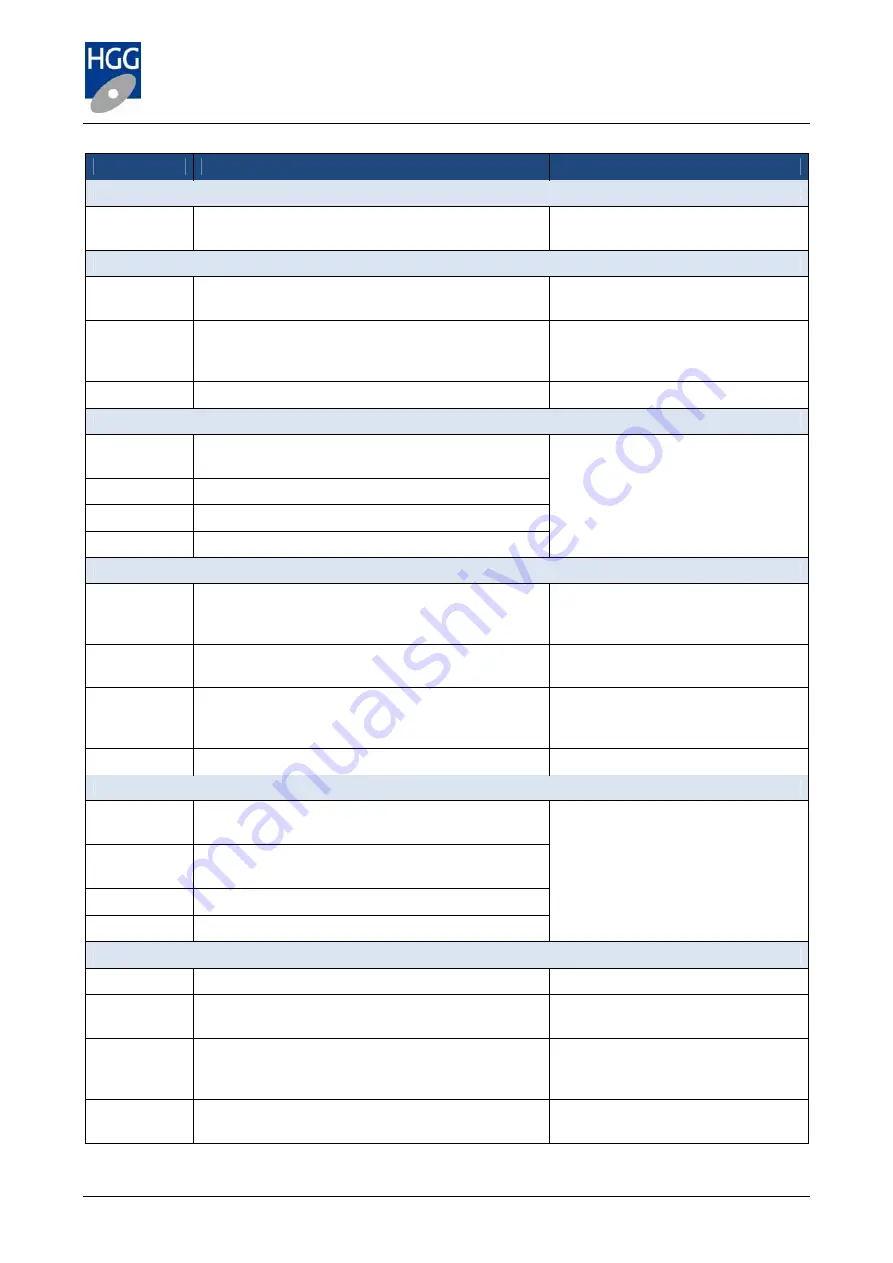
Error number
Error text
Problem/Reference chapter
Staubli robot
003:010:029
Error sending Staubli Arc control
Move robot to safe, this will re-send
the Arc control data
Plasma tool ignition
003:012:301
Plasma pilot/main arc timeout
Check the nozzle, clean if
necessary and try again.
003:012:302
Plasma main arc timeout after pilot arc
Check the plasma unit for an error.
Check the nozzle, clean if
necessary.
003:012:303
Plasma unit error during ignite
Check the plasma unit for an error.
Data collector
003:025:001
Data Collector returned no result. Data not
collected.
The data collector keeps a record of
machine activity. Messages marked
with * are notifications not errors.
For the remaining messages, check
the path (file location).
003:025:002
Purging archive ... (older than <number> days)*
003:025:003 Purged
archive*
003:025:005
Data Collector, settings loaded*
ProCAM
005:002:006
Error starting ProCAM
First check the path the try again.
The default path is C:\Program
Files\HGG\ProCAM
005:002:008 License not found
Insert your HASP key (see ProCAM
manual for further help)
005:002:009
License lost, shutting down after <number>
seconds
Insert key. If the key is inserted,
check the connection, remove and
replace the key.
005:002:010 License
restored
Notification.
REA inkjet printer controller
005:062:001
Error communicating with printer on port
<numbered port>
Check the printer connection and try
again. If the problem continues,
contact HGG
005:062:002
Error sending purge command, communication
error
005:062:003
Error sending text to printer
005:062:004
Error sending line to printer
Settings
009:001:001
Unable to open settings file: <named file>
Check the path and the file name.
009:001:002
File <named file> does not exist. Do you want to
create this file?
File not found, check path. If it is a
new setting, create the file.
009:001:003
Unable to create settings file: <named file>
There is a security block on some
essential files, these files may not
be changed.
009:001:004
Name change not allowed
The name of this setting may not be
changed.





















































