Operating manual
CNC 8055
CNC 8055i
O
PERATING
IN JO
G MODE
2.
·TC· O
PTION
S
OFT
: V02.2
X
·43·
Jo
g mo
vement
2.5.3
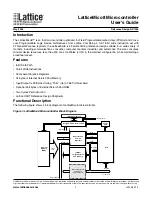
Continuous jog
Place the movement selector in the continuous-jog position and select at the feedrate override switch
(FEED) the percentage (0% to 120%) of the feedrate to be applied.
The continuous jog must be made one axis at a time. To do that, press the JOG keys for the direction
of the axis to be jogged.
The axis moves at a feedrate equal to the selected percentage (0% to 120%) of feedrate "F".
Depending on the status of the general logic input "LATCHMAN", the movement will be carried out
as follows:
• If the PLC sets this mark low, the axis will be jogged while pressing the corresponding Jog key.
• If the PLC sets this mark high, the axes will start moving from the moment the JOG key is pressed
until the same is pressed again, or another JOG key is pressed. In this case, the movement will
be transferred to that indicated by the new key.
The following cases are possible when working with "F" in mm/rev:
• The spindle is running.
• The spindle is stopped, but a spindle speed S has been selected.
• The spindle is stopped and no spindle speed S has been selected.
The spindle is running:
The spindle is stopped, but a spindle speed S has been selected:
The spindle is stopped and no spindle speed S has been selected:
If while jogging an axis, the rapid key is pressed, the axis will move at the maximum
feedrate possible, set by axis machine parameter "G00FEED". This feedrate will be
applied while that key is kept pressed and the previous feedrate will be restored when
that key is released.
The CNC moves the axes at the programmed F.
The CNC calculates the feedrate F in mm/min for the theoretical S and moves the
axis.
For example if "F 2.000" and "S 500":
F (mm/min) = F (mm/rev) x S (rpm) = 2 x 500 = 1000 mm/min.
The axis moves at a feedrate of 1000 mm/min.
If F = 0, the CNC moves the axes in rapid.
If F is other than 0, the axes can only be moved by pressing the rapid key and
an axis key. The CNC moves the axis in rapid.
If the axis to be jogged does not belong to the active plane, the movement is
carried out in mm/minute; thus, it is not necessary to program an S at the spindle.
Also, if any axis of the plane is the Y axis, it is not necessary either to program
the S for jog movements in any axis, regardless of whether it belongs to the plane
or not.
This is especially interesting for auxiliary axes, center rests and tailstocks,
because, in those cases, the S has no effect.
100
10
1
100
10
1
1000
10000
JOG
100
10
1
100
10
1
1000
10000
JOG
0
2
4
10
20
30
40 50 60
70
80
90
100
110
120
FEED
%
0
2
4
10
20
30
40 50 60
70
80
90
100
110
120
FEED
%
S 0500
% 115
S 0500
% 115
Summary of Contents for 8055 FL
Page 1: ...CNC 8055 TC Operating manual Ref 1711 Soft V02 2x...
Page 6: ...6 Operating manual CNC 8055 CNC 8055i SOFT V02 2X...
Page 10: ...10 CNC 8055 CNC 8055i Declaration of conformity and Warranty conditions...
Page 14: ...14 CNC 8055 CNC 8055i Version history...
Page 20: ...20 CNC 8055 CNC 8055i Returning conditions...
Page 22: ...22 CNC 8055 CNC 8055i Additional notes...
Page 24: ...24 CNC 8055 CNC 8055i Fagor documentation...
Page 180: ...180 Operating manual CNC 8055 CNC 8055i 4 Y AXIS TC OPTION SOFT V02 2X Tool calibration...
Page 207: ...Operating manual CNC 8055 CNC 8055i 7 SOFT V02 2X 207...
Page 208: ...208 Operating manual CNC 8055 CNC 8055i 7 SOFT V02 2X...
Page 209: ......