















51-20
Page 4
All
EFFECTIVITY:
C I R R U S
A I R P L A N E M A I N T E N A N C E M A N U A L
M O D E L S R 2 0
01 Jan 2012
2. MAINTENANCE PRACTICES
A. Machining Parameters
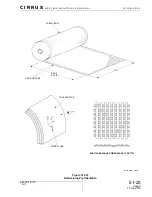
Some repairs or installations may require drilling a hole into the composite surface of the airplane. The
following guidelines should be used when drilling into composite structure.
(1)
(a)
Before drilling, verify path of drill bit is clear of any installed components, wire harnesses,
or plumbing. When applicable, use a drill depth stop to avoid drilling deeper than neces-
sary.
(b)
When drilling over wires, wire harnesses or electronic equipment, cover area with plastic.
Drill shavings can become lodged in wire bundles and wear through insulation, possibly
causing electrical problems.
(c)
Drilling into a composite surface can cause delamination and a possible loss of structural
integrity. To minimize delamination, drill at a high RPM with a very sharp or new drill bit.
(d)
Make sure that the hole is correctly aligned to the material surface. Control the drill by use
of a suitable jig or bushed template.
(e)
Avoid forcing the drill bit into the material. Apply steady pressure and allow the drill to do
the work. The inner circumference of the drilled hole may be sealed with 5 minute epoxy.
(f)
Prevent delamination and fiber damage on the exit face when drilling. Use back-up or
break-out support material where possible.
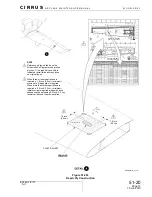
(2)
Drilling Technique
(a)
Before drilling, verify path of drill bit is clear of any installed components, wire harnesses,
or plumbing. When applicable, use a drill depth stop to avoid drilling deeper than neces-
sary.
(b)
Drilling into a composite surface can cause delamination and a possible loss of structural
integrity. To minimize delamination, drill at a high RPM with a very sharp or new drill bit.
(c)
Make sure that the hole is correctly aligned to the material surface. Control the drill by use
of a suitable jig or bushed template.
(d)
Avoid forcing the drill bit into the material. Apply steady pressure and allow the drill to do
the work. The inner circumference of the drilled hole may be sealed with 5 minute epoxy.
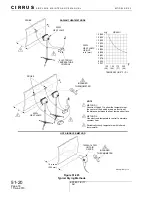
(e)
Prevent delamination and fiber damage on the exit face when drilling. Use back-up or
break-out support material where possible.
(f)
Prevent delamination and fiber damage caused by overheating of the drill. Overheating of
laminate is indicated by yellow or brown discoloration around perimeter of hole.
B. Metal Components - Corrosion Removal and Control
All corrosion products must be removed prior to refinishing. If they are not removed, corrosion will
begin again, even though the affected area is refinished.
TBD







































































