





























67
utiliser le bouton M2 qui change tension de soudure
et ensuite avec le bouton M1 on peut changer la
vitesse du fil (courant de soudure)
.
Par exemple :
Sélectionner ce procédé comme décrit préalablement.
Avec la touche
T1
sélectionner le voyant
L2
de la vitesse
du fil et avec la touche
T2
le voyant
L4
de la tension.
L’afficheur
D1
visualise la vitesse du fil et l’afficheur
D2
visualise la tension.
En tournant le bouton
M2
, les deux valeurs de tension et
de vitesse du fil changent en suivant la courbe synergique
programmée par le fabricant.
En tournant d’un déclic
le bouton
M1
, l’afficheur
D3
visualise la page
de la correction de la
vitesse du fil.
Si on continue à tourner le bouton
M1
, la différence
en pourcentage par rapport à zéro correspondant à la
vitesse programmée par le fabricant sera visualisée et
l’afficheur
D1
visualise la nouvelle vitesse.
Quand la valeur de la correction fait atteindre la vitesse
maximale ou minimale de la courbe synergique, l’afficheur
D3
visualise le message
«Speedlimit»
.
La correction de la vitesse du fil ne cause pas de
modification des valeurs de l’épaisseur suggérée pour
la soudure ni des valeurs du courant, mais il est possible
d’augmenter la vitesse de soudure. La modification de la
vitesse du fil au moyen du bouton M1 ne change pas la
tension de soudure enregistrée préalablement.
Après l’exécution d’une soudure avec le voyant
L8
“Hold”
allumé, l’afficheur
D1
visualise le courant de soudure
correspondant à la vitesse du fil modifiée.
9.1.4 MIG Root Soudage MIG/MAG synergique.
Ce procédé a été étudié pour les soudures de «racine»
de joints “tête-à-tête” verticale descendante. Approprié
pour fer et acier inoxydable.
9.1.5 MIG
Soudage MIG/MAG synergique pul-
sé (sur demande Art. 231).
Dans ce procédé de soudure, le métal d'apport est trans-
féré au moyen d'une forme d'onde à impulsions, à énergie
contrôlée, de manière à obtenir un détachement constant
des gouttes de matière fondue, qui tombent sur la pièce
à usiner sans giclées. Le résultat est un cordon de sou-
dure bien relié à tout type de matériau de n'importe quelle
épaisseur.
Les réglages des paramètres de soudure sont les mêmes
des ceux décrits pour le soudage MIG/MAG synergique.
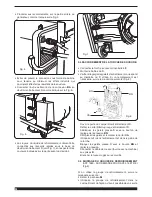
9.2 SOUDAGE MMA
Dans le cas de machines compactes, relier le connecteur
du câble de la pince porte-électrodes au connecteur
E
et le connecteur du câble de masse au connecteur
G
en respectant la polarité prévue par le fabricant des
électrodes.
Dans le cas de machines avec entraînement fil séparé, le
dévidoir doit rester relié au générateur.
Relier le connecteur du câble de la pince porte-électrodes
au connecteur
X
et le connecteur du câble de masse au
connecteur
G
en respectant la polarité prévue par le
fabricant des électrodes.
Quand on sélectionne ce procédé, 5 secondes plus tard
le générateur, est prêt à générer le courant.
Pour préparer la machine pour le soudage MMA, suivre
les instructions décrites préalablement dans le menu
“Wizard” Par 8.6 ou bien Par. 7.1
.
Dans le menu
“ProcessParameter”
sont prévus les postes
pouvant être réglés par ce procédé :
•
Hot Start.
Il s’agit du surcourant généré au moment de l’amorçage
de l’arc.
MIN
MAX
DEF.
Hot Start
0%
100%
50%
•
Arc Force.
C’est le réglage de la caractéristique dynamique de l’arc.
MIN
MAX
DEF.
Arc Force
0%
100%
30%
L’afficheur
D2
visualise la tension d’arc mesurée pendant
la soudure.
L’afficheur
D1
visualise :
- avant de souder le courant programmé avec le bouton
M1
.
- pendant le soudage, le courant de soudure mesuré.
- Le soudage étant terminé, il visualise la dernière valeur
de courant détectée. (Voyant
L8
«HOLD» allumé).
9.3 SOUDAGE TIG
9.3.1 Machines avec entraînement fil séparé.
Brancher le câble de masse au pôle positif
X
et le
connecteur du câble de puissance de la connexion
chariot/générateur au pôle négatif
G
.
Connecter la torche au raccord euro
E
.
Pour ce type de poste à souder, la torche appropriée est
l’art.1259.
9.3.2 Machines compactes.
Brancher le câble de masse sur le pôle positif
E
et la
torche au pôle negatif
G
Brancher le tuyau du gaz à la prise
H
Pour préparer la machine au soudage TIG, suivre les
instructions décrites préalablement dans le menu
“Wizard” Par 8.6 ou bien Par. 7.1
.
Dans le menu
“ProcessParameter”
sont prévus les postes
pouvant être réglés par ce procédé :
•
Start Mode
Voir paragraphe 7.1.7.
Summary of Contents for EVO SPEED STAR 380 TC
Page 87: ...87...
Page 139: ...139...
Page 180: ...180 5 5 BA 6 6 7 7 3 4 F 8 8 BN BN CA CA BN CA BN D G 3 5 A 1683 ANT 318 319 9...
Page 181: ...181 9 M 3 6 3 6 1 3 7 IEC CEI EN 60974 9 G E F M B A D Q R H N T V S U W V Fig 10 L...
Page 195: ...195 Art 318...
Page 196: ...196 Art 319...
Page 197: ...197 Art 319...
Page 198: ...198 Art 320...
Page 199: ...199 Art 320...
Page 201: ...201 Art 318...
Page 203: ...203 Art 319...
Page 205: ...205 Art 320...
Page 207: ...207 Art 319 320...
Page 211: ...211...