





























45
das, dass weitere Einträge vorhanden sind, die nicht in
der Bildschirmmaske zu sehen sind.
Dieses Navigationskriterium gilt für alle Menüs der
Schweißmaschine.
Das
"Hauptmenü"
enthält die folgenden Einträge:
-
"Process Params"
- Prozessparameter (siehe Abs. 7.1)
- "
Jobs"
(siehe Abs. 7.2)
-
"Settings"
- Einstellungen (siehe Abs. 7.3)
-
"Information"
- Informationen (siehe Abs. 7.4)
7.1 MENÜ
"PROCESS PARAMS" -
"PROZESSPARA-
METER".
Man kann auf das Untermenü
"Prozessparameter"
über
das
"Hauptmenü"
zugreifen oder indem man direkt die
Taste
T7
(PAR) drückt. Hier sind alle Parameter aufge-
führt, die der Schweißer beim gewählten Schweißverfah-
ren ändern kann (LED
L10, L11, L12
).
Innerhalb des Untermenüs "
Prozessparameter"
kann
man direkt das Speichern veranlassen, indem man die
Taste
T6
(MEM) drückt (siehe Abs. 7.2.1).
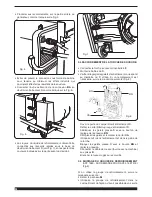
7.1.1"
Process" -
"Prozess"
.
Der erste Parameter ist
das Schweißverfahren.
Mit der Taste
T12
kann
man die Bildschirmmas-
ke für die Wahl des
Schweißverfahrens auf-
rufen.
Mit den Tasten
T10
und
T11
kann man alle verfügbaren
Schweißverfahren durchlaufen; der gewählte Eintrag wird
durch einen gelben Balken markiert.
Es können die folgenden Schweißverfahren gewählt wer-
den:
MIG
Synergetisches MIG/MAG-Impulsschweißen
(auf Anfrage) Art. 231.
MIG
Synergetisches MIG/MAG-Schweißen
MIG
HD Synergetisches MIG/MAG-Schweißen mit
hoher Abschmelzleistung.
MIG Root Synergetisches MIG/MAG-Schweißen zum
senkrechten Schweißen von oben nach unten.
MIG Man Konventionelles MIG/MAG-Schweißen.
WIG
Schweißverfahren mit nicht abschmelzender
Elektrode; geeignet für alle Metalle mit Aus-
nahme von Aluminium, Magnesium und Mes-
sing. Das Zünden des Lichtbogens erfolgt
durch Berührungszündung ohne Hochfre-
quenz.
MMA
Schweißverfahren mit umhüllter abschmel-
zender Elektrode.
7.1.2
"Material"
- "Material"
(Aktiviert bei den MIG/MAG-
Schweißverfahren).
Mit diesem Eintrag wählt man das Material, aus dem der
Schweißdraht besteht.
7.1.3
"Diameter"
-
"Durchmesser"
(Aktiviert bei den
MIG/MAG-Schweißverfahren).
Der Durchmesser des Schweißdrahts hängt vom gewähl-
ten Material ab.
7.1.4
"Gas"
(aktiviert bei den MIG/MAG-Schweißverfah-
ren). Die verwendbare Gasart hängt vom gewählten Ma-
terial ab.
7.1.5
"Arc Length Corr"
- "Korrektur Lichtbogenlänge"
(Verfügbar bei MIG/MAG synergetisch, MIG Root).
Für die Korrektur der
Lichtbogenlänge
anhand der Spannung
mit den Tasten
T10
und
T11
oder dem Regler
M2
.
MIN
MAX
DEF.
Korr. Lichtbogenlänge
-9,9V
9,9V
0,0V
ACHTUNG:
In der Bildschirmmaske für die Einstellung,
die bei allen Pa-
rametern mit einem Einstellbereich ähnlich ist,
werden
angezeigt:
- der Name des Parameters, der korrigiert wird.
- der Wert und die Maßeinheit.
- die Einstellskala.
- die Abkürzungen:
MIN
= Untergrenze des Einstellbereichs.
Taste
T5
.
MAX
= Obergrenze des Einstellbereichs.
Taste
T7
.
DEF
= voreingestellter Wert.
Taste
T6
.
7.1.6
"Inductance Corr"
- "Korrektur der Drosselwir-
kung"
(Verfügbar bei allen synergetischen MIG/
MAG-Schweißverfahren mit Ausnahme von MIG
HD)
Für die Korrektur der Drosselwirkung.
MIN
MAX
DEF.
Korr. Drosselwirkung
-9,9
9,9
0,0
7.1.7
"Start Mode"
- "Startmodus"
(Wahl des Modus für
den Start des Schweißvorgangs).
2T
(Aktiviert bei den Schweißverfahren MIG/MAG und
WIG).
Die Maschine beginnt den Schweißvorgang bei Be-
tätigung des Brennertaster und unterbricht ihn, wenn
der Brennertaster losgelassen wird.
4T
(Aktiviert bei den Schweißverfahren MIG/MAG und
WIG).
Zum Beginnen des Schweißvorgangs den Brenner-
taster drücken und wieder lösen; zum Beenden des
Schweißvorgangs den Brennertaster erneut drücken
und wieder lösen.
3L
(Aktiviert bei den synergetischen MIG/MAG-Schweiß-
verfahren).
Zum Beginnen des Schweißvorgangs muss man den
Brennertaster drücken. Es wird der bei
"Start current”
eingestellte Schweißstrom abgerufen. Dieser Strom-
Summary of Contents for EVO SPEED STAR 380 TC
Page 87: ...87...
Page 139: ...139...
Page 180: ...180 5 5 BA 6 6 7 7 3 4 F 8 8 BN BN CA CA BN CA BN D G 3 5 A 1683 ANT 318 319 9...
Page 181: ...181 9 M 3 6 3 6 1 3 7 IEC CEI EN 60974 9 G E F M B A D Q R H N T V S U W V Fig 10 L...
Page 195: ...195 Art 318...
Page 196: ...196 Art 319...
Page 197: ...197 Art 319...
Page 198: ...198 Art 320...
Page 199: ...199 Art 320...
Page 201: ...201 Art 318...
Page 203: ...203 Art 319...
Page 205: ...205 Art 320...
Page 207: ...207 Art 319 320...
Page 211: ...211...