





























50
Wenn man dieses Verfahren wählt, ist die Stromquelle
nach 5 Sekunden bereit zur Stromerzeugung.
Zum Vorbereiten der Maschine zum MMA-Schweißen die
Anweisungen befolgen, die oben für das Menü
"Wizard”
(Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden.
Im Menü
"Process Parameter”
findet man die Einstel
-
lungen, die bei diesem Verfahren vorgenommen werden
können:
•
Hot Start.
Dies ist der beim Zünden des Lichtbogens abgegebene
Überstrom.
MIN
MAX
DEF.
Hot Start
0%
100%
50%
•
Arc Force.
Einstellung der dynamischen Kennlinie des Lichtbogens.
MIN
MAX
DEF.
Arc Force
0%
100%
30%
Das Display
D2
zeigt die während des Schweißens ge-
messene Lichtbogenspannung an.
Das Display
D1
zeigt Folgendes an:
- vor dem Schweißen den mit dem Regler
M1
eingestell-
ten Strom;
- während des Schweißens den gemessenen Schweiß-
strom.
- Am Ende des Schweißvorgangs zeigt es den gemesse-
nen Strom an. (LED
L8
"HOLD" eingeschaltet).
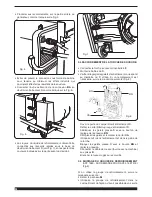
9.3 WIG-SCHWEISSEN
9.3.1 Maschinen mit separater Drahtfördereinrich-
tung.
Das Massekabel an den Pluspol
X
und den Stecker des
Hauptstromkabels der Zwischenverbindung Drahtvor-
schubgerät/Stromquelle an den Minuspol
C
anschließen.
Den Brenner an den Euro-Anschluss
F
anschließen.
Für diesen Schweißmaschinentyp eignet sich der Bren-
ner Art. 1259.
9.3.2 Kompakte Schweißmaschinen.
Das Massekabel an den Pluspol
E
und den Brenner an
den Minuspol
G
anschließen.
Den Gasschlauch an den Anschluss
H
anschließen.
Zum Vorbereiten der Maschine zum WIG-Schweißen die
Anweisungen befolgen, die oben für das Menü
"Wizard”
(
Abs. 8.6) bzw. "Par" (Abs. 7.1) beschrieben wurden.
Im Menü
"Process Parameter”
findet man die Einstel
-
lungen, die bei diesem Verfahren vorgenommen werden
können:
•
Start Mode
Siehe Abs. 7.1.7.
•
Final Slope
(Nur bei 2T oder 4T).
Dies ist die Zeit in Sekunden, in der der Schweißstrom
auf den Wert gesenkt wird und folglich der Lichtbogen
erlischt.
MIN
MAX
DEF
Final Slope
0,0 s
10 s
0,5 s
•
Pulse. Art. 234 (auf anfrage)
WIG-Impulsschweißen.
Bei diesem Schweißverfahren wechselt die Stromstärke
mit einer bestimmten Frequenz zwischen zwei Pegeln.
•
Pulse level
Mit dieser Option stellt man die niedrigere der beiden für
dieses Schweißverfahren erforderlichen Stromstärken
ein. Es wird der Prozentsatz dieses Stroms in Bezug auf
den Hauptstrom angezeigt, die vor dem Aufrufen des Un-
termenüs eingestellt wurde.
MIN
MAX
DEF
Pulse Level
1%
100%
50%
•
Frequency
Dies ist die Impulsfrequenz.
MIN
MAX
DEF
Frequency
0,1 Hz
500 Hz
1,1 Hz
•
Duty
Dies ist die Dauer des höheren Stroms in Prozent bezo-
gen auf die Zeit der Frequenz.
MIN
MAX
DEF
Duty
10%
90%
50%
Summary of Contents for EVO SPEED STAR 380 TC
Page 87: ...87...
Page 139: ...139...
Page 180: ...180 5 5 BA 6 6 7 7 3 4 F 8 8 BN BN CA CA BN CA BN D G 3 5 A 1683 ANT 318 319 9...
Page 181: ...181 9 M 3 6 3 6 1 3 7 IEC CEI EN 60974 9 G E F M B A D Q R H N T V S U W V Fig 10 L...
Page 195: ...195 Art 318...
Page 196: ...196 Art 319...
Page 197: ...197 Art 319...
Page 198: ...198 Art 320...
Page 199: ...199 Art 320...
Page 201: ...201 Art 318...
Page 203: ...203 Art 319...
Page 205: ...205 Art 320...
Page 207: ...207 Art 319 320...
Page 211: ...211...