





















1. For DC MMA, polarity connection can be chosen according to different electrodes;
2. For DC TIG, DCEP is used normally (workpiece connected to positive polarity, while
torch connected to negative polarity). This connection has many characters, such
as stable welding arc, low tungsten pole loss, more welding current, narrow and
deep weld;
3. For AC TIG (rectangle wave), arc is more stable than Sine AC TIG. At the same time,
you can not only obtain the max penetration and the min tungsten pole loss, but also
obtain better clearance effect;
4. DC Pulsed TIG has the following characters:
1) Pulse heating. Metal in Molten pool has short time on high temperature status
and freezes quickly, which can reduce the possibility to produce hot crack of the
materials with thermal sensitivity .
2) The workpiece gets little heat. Arc energy is focused. Be suitable for thin sheet
and super thin sheet welding.
3) Exactly control heat input and the size of the molten pool. The depth of penetration
is even. Be suitable for welding by one side and forming by two sides and all position
welding for pipe.
4) High frequency arc can make metal for microlite fabric, eliminate blowhole and
improve the mechanical performance of the joint.
5) High frequency arc is suitable for high welding speed to improve the productivity.
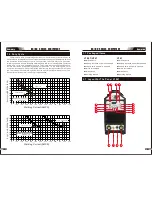
TIG V1841 V241 V341 AC/DC –series welding machines is suitable for all positions
welding for various plates made of stainless steel, carbon steel, alloyed steel, titanium,
magnesium, cuprum, etc, Which is also applied to pipe installment, mould mend,
petrochemical, architecture, decoration, car repair, bicycle, handicraft and common
manufacture.
MMA-------Manual Metal Arc Welding
PWM-------Pulse-Width Modulation
IGBT--------Insulation Gate Bipolar Transistor
TIG----------Tungsten Insert Gas Welding
AC/DC
SERIES
EQUIPMENT
AC/DC
SERIES
EQUIPMENT
Summary
Summary
09
08
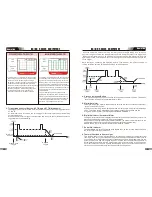
1.3 Volt- Ampere Characteristic
When I
≤
600A, U =10+0.04I (V);
2
2
2
When I >600A,U =34(V).
2
2
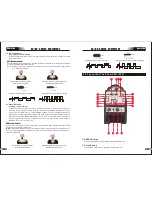
1.2 Working Principle
The working principle of TIG V1841 V241 V341 AC/DC welding machines is shown as
the following figure. Single-phase 230V work frequency AC is rectified into DC (about
312V), then is converted to medium frequency AC (about 20-40KHz) by inverter device
(IGBT module), after reducing voltage by medium transformer (the main transformer) and
rectifying by medium frequency rectifier (fast recovery diodes), then is outputted DC or AC
continuously and steplessly to meet with the requirements of welding craft.
welding machine has an excellent
volt-ampere characteristic, whose
graph is shown as the following
figure. The relation between the
conventional rated loading voltage
U and the conventional welding
2
current I is as follows:
2
current output stably. Meanwhile, the welding current parameter can be adjusted
by selecting IGBT module. The circuit adopts current feedback control technology to insure
TIG V1841/ V241/ V341 AC/ DC







































































