





























95
94
Operation
Operation
MULTIFUNCTION
SERIES
EQUIPMENT
MULTIFUNCTION
SERIES
EQUIPMENT
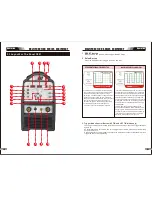
2.3 Layout For The Panel O251
10
11
12
13
14
15
9
8
7
6
5
4
3
2
1
16
17
18
19
20
1. RESET button
When software has problem please trigger RESET button.
2. Pulse Button
Press the PULSE button to toggle Pulse On and OFF.
.
Typically from 1 to 10 PPS. Provides a heating
and cooling effect on the weld puddle and can
reduce distortion by lowering the average
amperage. This heating and cooling effect also
produces a distinct ripple pattern in the weld
bead. The relationship between pulse frequency
and travel speed determines the distance
between the ripples. Slow pulsing can also be
coordinated with filler metal addition and
increase overall control of the weld puddle
In excess of 40 PPS, Pulsed TIG becomes more
audible than visible-causing increased puddle
agitation for a better as-welded microstructure.
Pulsing the weld current at high speeds-between
a high Peak and a low Background amperage-
can also constrict and focus the arc.This results
in maximum arc stability, increased penetration
and increased travel speeds(Common Range:
100-500 PPS).
The Arc-Sharpening effects of high speed
pulsing are expanded to new dimensions. The
ability to pulse at 5,000PPS further enhances
arc stability and concentration potential-which
is extre mely beneficial to automation where
maximum travel tspeeds are required.
3. Trigger Mode Control Button (HF TIG and LIFT TIG Mode only)
The trigger mode control is used to switch the functionality of the torch trigger between
2T and 4T.
output to be active.
Press and hold the torch trigger to activate the power source (weld). Release the torch
trigger switch to cease welding.
2T Normal Mode In this mode, the torch trigger must remain pressed for thewelding







































































