


























AC/DC
SERIES
EQUIPMENT
AC/DC
SERIES
EQUIPMENT
Operation
Operation
19
18
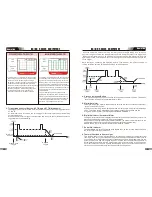
12.Wave Balance
Setting arranges 10%-50%
This parameter operates in AC TIG mode and is used to set the penetration to
cleaning action ratio for the AC weld current. Generally WAVE BALANCE is set to
50% for AC STICK welding. The WAVE BALANCE control changes the ratio of
penetration to cleaning action of the AC TIG welding arc. Maximum weld penetration
is achieved when the WAVE BALANCE control is set to 10%. Maximum cleaning of
heavily oxidised aluminium or magnesium alloys is achieved when the WAVE
BALANCE control is set to 50%
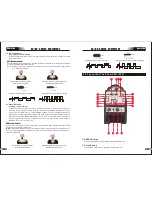
Wider bead, good penetration
ideal for buildup work
Narrower bead for fillet welds and
automated applications
Wider bead and cleaning acting
Narrower bead and cleaning acting
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the
etching zone surrounding the weld.
Note:
Set the AC Balance control for adequate arc cleaning action at the sides and in
front of the weld puddle. AC Balance should be fine tuned according to how heavy or
thick the oxides are.
Wider bead, good penetration
ideal for buildup work
Narrower Bead, Good Penetration
Ideal For Buildup Work
Wider bead and cleaning action
Narrower bead, with no visible cleaning
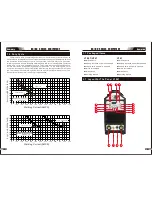
2.3 Layout For The Panel V241/V341
10
11
12
13
14
15
9
6
7
8
5
4
3
2
1
16
17
18
19
20
1. RESET Button
When software has problem please trigger RESET button.
2. Pulse Button
Press the PULSE button to toggle Pulse On and OFF.
AC Frequency control
Controls the width of the arc cone. Increasing the AC frequency provides a more focused
arc with increased directional control.
Note: Decreasing the AC Frequency softens the arc and broadens the weld puddle
for a wider weld bead.
11. AC Frequency
Setting ranges 50HZ-200HZ
This parameter operates in AC TIG mode only and is used to set the frequency for the
AC weld current.







































































