





























100
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
b) Wahl und Vorbereitung der Elektrode
- Die normalerweise verwendeten Elektroden sind aus Zerium-Wolfram (2 % Zerium, mit
grauer Farbe), und je nach Strom werden die folgenden Durchmesser empfohlen:
- Die Elektrode erhält eine Spitze, wie auf der Abbildung gezeigt.
- Der Winkel a richtet sich nach dem Schweißstrom: die folgende Tabelle gibt die empfohle-
nen Werte an:
c) Zusatzwerkstoffe
- Es gibt viele bearbeitbare Materialien, doch gelten einige grundlegende Regeln:
1) die Zusatzwerkstoffe in Form von Stäben müssen dieselben mechanischen und chemi-
schen Eigenschaften aufweisen, wie das zu schweißende Material;
2) von der Verwendung von Teilen des Grundwerkstoffs wird abgeraten, weil diese durch
die Bearbeitung selbst entstehende Verunreinigungen aufweisen könnten;
3) wenn das verwendete Material eine andere chemische Zusammensetzung hat, empfiehlt
es sich, die Endmerkmale des Stoßes in mechanischer und korrosionshemmender Hinsicht
zu bewerten.
d) Schutzgas
- Das normalerweise verwendete Schutzgas ist reines Argon in je nach angewandtem
Strom unterschiedlicher Menge (4-6 l/min.).
- Das WIG-Verfahren eignet sich für das Schweißen von Stählen (Kohlenstoffstähle und
Legierungen), ermöglicht Schweißungen mit ausgezeichneter Optik, die spätere Bearbei-
tungen beschränken und wird häufig für den ersten Schweißgang an Rohren
DEUTSCH
TECHNISCHE BESCHREIBUNG
Winkel (
α
)
Schweißstrom A
30
60 – 90
90 –120
5 - 30
30 - 120
120 - 160
49
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
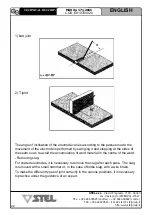
End of welding:
WELDING CURRENT
FIG.N° 1
1) In TIG mode you can end welding with the slope-down function, by regulating the
distance of the arc from the piece being welded.
2) Turning the slope down to OFF position, the operator must pull away the arc to end
welding .
Figure n°1 shows how, to end welding, the torch can be lifted from the piece, thus
starting the slope down.
ENGLISH
TECHNICAL DESCRIPTION
Содержание MAX dp 171C
Страница 152: ......






































































