




























52
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
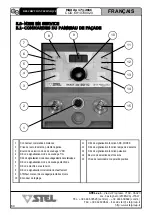
11.0 FIGURES
11.1 REAR AND SIDE DISTANCES TO BE MAINTAINED DURING
WELDING
11.2 SAFETY SIGNS
SAFETY SIGNS FOR WELDING MACHINES – IN COMPLIANCE WITH DIRECTIVE 92/58/EEC AND WITH STANDARDS UNI 7543-1-3
ENGLISH
TECHNICAL DESCRIP-
11.0 FIGURES
11.1 REAR AND SIDE DISTANCES TO BE MAINTAINED DURING
WELDING
ATTENZIONE!
ATTENTION!
BEWARE!
ACHTUNG!
ATENCION!
97
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
s (mm)
a (mm)
d (mm)
α
(°)
0÷3
3÷6
3÷12
0
0
0÷1.5
0
s/2 MAX
0÷2
0
0
>60
Normalerweise werden jedoch die Daten für das Schweißen der verschiedenen Elektro-
dentypen vom Hersteller angegeben.
- Zünden des Lichtbogens:
Der Lichtbogen wird durch Reiben der Elektrodenspitze am Werkstück gezündet, wobei
die Elektrode schnell zurückgezogen wird, bis der Lichtbogen erhalten bleibt.
Bei einer zu langsamen Bewegung kann die Elektrode am Werkstück hängen bleiben
und muß dann durch seitliches Reißen befreit werden. Andererseits kann eine zu
schnelle Bewegung zum Ausgehen des Lichtbogens führen.
- Ausführen des Schweißens:
Es gibt zahlreiche Techniken für die Verbindung von Stößen, deren Wahl von den je-
weiligen Anforderungen des Bedieners abhängt. Als Beispiel sehen wir uns einmal zwei
klassische Techniken näher an:
1) Stumpfstoß
Elektrodendurchmesser
mm
1.6
2
2.5
3.25
4
25
40
60
100
140
50
70
110
140
180
DEUTSCH
TECHNISCHE BESCHREIBUNG
Содержание MAX dp 171C
Страница 152: ......







































































