





























48
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
8.3- SALDATURA TIG
1) Press the
Mode
selection button (ref. 3 page 8) to switch on the
tig
mode led (ref. 4
page 8)
2) The display (ref. 9 page 8) will blink for 2 seconds showing the letters
tiG
.
3) The machine live led (ref. 7 page 8) is lit.
4) The slope down regulating led (ref. 12 page 8) is lit.
5)
Regulating the welding current
- The encoder (ref.10 page 8) is used to regulate
the welding current shown on the display (ref. 9 page 8)
6)
Regulating Slope Down -
Pressing the
Function
button (ref.14 page 8) selects the
slope down time. The display (ref. 9 page 8) will start to blink indicating first the letters
SLo
and then the value that can be selected with the encoder (ref. 10 page 8). The
slope down may be excluded by reducing the encoder regulation to a minimum (the
letters OFF appear on the display). The slope regulation varies from 0.1s to 10 sec-
onds.
7)
Activating and regulating the Pulse Frequency in tiG mode –
Pressing the
Function
button again (ref.14 page 8) activates pulse mode. The pulse led (ref. 13
page 8) will start to blink and the display will show the letters
P.Fr
By turning the regulating encoder (ref. 10 page 8) you can vary the frequency value
from 0.4Hz to 999Hz. The basic current value is set at 25% with respect to the set
welding current value.
To remove the pulse function you must hold down the Function button for more
than 2 seconds
8) If you want to work with a remote control (CAD), refer to the chapter
PREPARING
THE REMOTE CONTROL
on page 22.
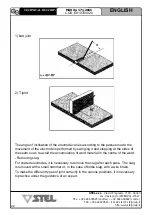
Procedure for TIG welding with LIFT start
Starting welding:
1) Bring the tip of the electrode (tungsten) into contact with the piece to be welded.
2) Lift the torch from the side so as to move slightly away from the piece to be welded
and start the welding process.
ENGLISH
TECHNICAL DESCRIP-
101
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
Bearbeitungen beschränken und wird häufig für den ersten Schweißgang an Rohren ange-
wandt.
- Vor jeder Schweißarbeit müssen die Kanten sorgfältig vorbereitet und gesäubert werden.
WIG-SCHWEISSEN VON KUPFER
- Aufgrund der bereits beschriebenen Eigenschaften ist das WIG-Schweißen auch ausge-
zeichnet für die Bearbeitung von Materialien mit hoher Wärmeleitfähigkeit geeignet. Das
verwendete Gas ist auch hierbei Argon, und für das Schweißen von Kupfer wird der Einsatz
einer wurzelseitigen Unterlage empfohlen.
- Vorbereitung der Kanten für das Schweißen von Kupfer (ebenflächiger Stumpfstoß).
- Die verwendete Elektrode ist dieselbe, wie die für das Schweißen von Stählen beschrie-
bene; die Vorbereitung erfolgt ebenfalls wie bereits beschrieben.
- Um die potentielle Oxydation der Schweißstelle zu vermeiden, werden Zusatzwerkstoffe
mit Phosphor, Silizium und desoxydierenden Komponenten empfohlen.
DEUTSCH
TECHNISCHE BESCHREIBUNG
Содержание MAX dp 171C
Страница 152: ......







































































