




























72
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
b) Choix et préparation de l’électrode.
FRANÇAIS
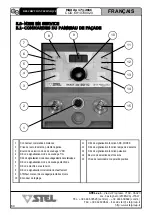
DESCRIPTION TECHNIQUE
- Les électrodes utilisées sont normalement en tungstène cérié (2% de cérium, elles
présentent une couleur grise) et on conseille les diamètres suivants en fonction du
courant:
- Une pointe est effectuée sur l’électrode, comme indiqué sur la figure.
- L’angle
α
varie suivant les variations du courant de soudage, le tableau qui suit en
conseille la valeur :
c) Matériau d’apport
- Il existe de nombreux métaux traitables auxquels s’appliquent dans tous les cas
quelques règles de base :
1 ) les baguettes de matériau d’apport doivent respecter les mêmes propriétés
mécaniques et chimiques que le métal à souder ;
2) il est déconseillé d’utiliser des parties du matériau de base dans la mesure où
elles pourraient contenir des impuretés dues au soudage proprement dit ;
3) si le matériau utilisé a une composition chimique différente, il est bon d’évaluer les
caractéristiques finales du joint, tant mécaniques qu’anti-corrosion.
d) Gaz de protection
- Le gaz de protection normalement utilisé est l’argon pur en quantité variable suivant
le courant employé
(4-6 l/min).
- Le procédé TIG est indiqué pour le soudage des aciers (aussi bien au carbone qu’al-
liés), il permet une soudure d’excellent aspect qui limite les usinages successifs et on
Angle (
α
)
Courant de soudage A
30
60 – 90
90 –120
5 - 30
30 - 120
120 - 160
77
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
FRANÇAIS
DESCRIPTION TECHNIQUE
Fin du soudage :
FIG.N° 1
1) En mode TIG on peut terminer le soudage avec la fonction rampe de descente
(slope-down) en agissant sur la distance de l’arc par rapport à la pièce soudée.
2) En mettant la rampe de descente dans la position OFF, l’opérateur devra
« arracher » l’arc pour mettre fin au soudage.
Dans la figure n°1, nous voyons que pour mettre fin au soudage on peut soulever
la torche de la pièce en faisant commencer ainsi la rampe de descente.
FRANÇAIS
DESCRIPTION TECHNIQUE
Содержание MAX dp 171C
Страница 152: ......







































































