




























122
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
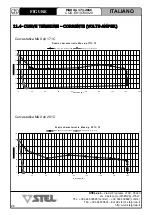
MAX dp 171-201C
COD. 6910700020
5.3- DISPOSICIÓN SOLDADURA ELECTRODO (MMA) FIG. (6)
1) Cumplir las indicaciones dadas anteriormente en relación a la conexión prima-
ria y a la instalación.
2) Conectar el cable de masa a la toma negativa del generador (ref.2 pág.8).
3) Conectar la pinza portaelectrodos en la toma positiva (ref.15 pág.8).
4) Pulsar el botón de selección (ref. 3 pág. 8) hasta que se encienda el led de
indicación de la modalidad Electrodo (ref. 6 pág. 8).
5) Insertar el ánima descubierta del electrodo en la pinza.
6) Configurar la máquina según las indicaciones del capítulo 8.1.
5.4- DISPOSICIÓN SOLDADURA (TIG) FIG.(7)
1) Cumplir las indicaciones dadas anteriormente en relación a la conexión prima-
ria y a la instalación.
2) Conectar el cable de masa a la toma positiva de la máquina (ref. 15 pág.8).
3) Conectar la unión del soplete en la toma negativa de la máquina (ref. 2 pág.8).
4) Pulsar el botón de selección (ref. 3 pág.8) hasta que se encienda el led de
indicación de la modalidad Tig (ref. 4 pág.8).
5) Acoplar la bombona de gas (Argón) al relativo dispositivo del soplete.
6) Configurar la máquina según las indicaciones del capítulo 8.3.
ESPAÑOL
DESCRIPCIÓN TÉCNICA
27
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
12.0 INCONVENIENTI DI SALDATURA E FUNZIONAMENTO
12.1- POSSIBILI DIFETTI IN SALDATURA
DIFETTO
CAUSE
CONSIGLI
CRICCHE
Elettrodo acido su acciaio ad alto tenore di
zolfo.
Eccessive oscillazioni dell’elettrodo.
Distanza troppo grande tra i pezzi da sal-
dare.
Pezzo in saldatura freddo.
Usare elettrodo basico.
Avvicinare i lembi da saldare.
Avanzare lentamente all’inizio.
Diminuire la corrente di saldatura.
POROSITÀ
Materiale da saldare sporco (es. olio, verni-
ce, ruggine, ossidi).
Corrente insufficiente.
Pulire i pezzi prima di saldare è principio
fondamentale per ottenere buoni cordoni di
saldatura.
SCARSA PENETRAZIONE
Corrente bassa.
Velocità saldatura elevata.
Polarità invertita.
Elettrodo inclinato in posizione opposta al
suo movimento.
Curare la regolazione dei parametri opera-
tivi e migliorare la preparazione dei pezzi
da saldare.
SPRUZZI ELEVATI
Inclinazione elettrodo eccessiva.
Effettuare le opportune correzioni.
DIFETTI Dl PROFILI
Parametri saldatura non corretti.
Velocità passata non legata alle esigenze
dei parametri operativi.
Inclinazione dell’elettrodo non costante
durante la saldatura.
Rispettare i principi basilari e generali di
saldatura.
INSTABILITÀ D’ARCO
Corrente insufficiente.
Controllare lo stato dell’elettrodo e il colle-
gamento del cavo di massa.
L’ELETTRODO FONDE OBLIQUA-
MENTE
Elettrodo con anima non centrata.
Fenomeno del soffio magnetico.
Sostituire l’elettrodo.
Collegare due cavi di massa ai lati opposti
del pezzo da saldare.
12.2- POSSIBILI INCONVENIENTI DI FUNZIONAMENTO
INCONVENIENTE
CAUSE
RIMEDIO
MANCATA ACCENSIONE
-Allacciamento primario non corretto.
-Scheda inverter difettosa.
-Controllare il collegamento primario.
-Rivolgersi al Vs. centro assistenza.
NON SI HA TENSIONE IN U-
SCITA
-Macchina surriscaldata (led giallo lam-
peggiante).
-Scheda inverter difettosa.
-Tensione di alimentazione primaria bas-
sa.
-Aspettare il ripristino termico.
-Rivolgersi al Vs. centro assistenza.
CORRENTE IN USCITA NON
CORRETTA
-Encoder di regolazione difettoso.
-Tensione di alimentazione primaria bas-
sa.
-Rivolgersi al Vs. centro assistenza.
-Controllare la rete di distribuzione.
ITALIANO
?
RICERCA GUASTI
Содержание MAX dp 171C
Страница 152: ......







































































