




























106
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
MAX dp 171-201C
COD. 6910700020
9.0- VORRÜSTUNG FÜR FERNBEDIENUNG/UP-DOWN-BRENNER
(NUR FÜR MAX DP 201C)
Die Fernbedienung und der Brenner UP-DOWN ermöglichen die Fernregulierung des
Schweißstroms ohne direktes Einwirken auf den Generator.
Der Inverter-Generator MAX dp 201C verfügt über eine Sonderbuchse (Bez. 1, Seite 8),
die den Anschluss der Fernbedienung bzw. des Brenners UP –DOWN ermöglicht. Durch
das Einstecken der Fernbedienung in die eigens hierfür vorgesehene Buchse stellt sich die
Maschine automatisch auf die Regulierung über Fernbedienung ein. Der rechte Punkt im
Display (Bez. 9, Seite 8) blinkt. Der Schweißstrom variiert vom Minimum (4 A) bis zum
durch den Regulierencoder (Bez. 10, Seite 8) an der Maschine einstellbaren Höchstwert.
Um die Fernbedienungsfunktion zu deaktivieren, genügt es, die Fernbedienung abzuste-
cken.
FUNKTIONSWEISE DES BRENNERS UP-DOWN
Durch Einstecken des Brenners in die eigens hierfür vorgesehene Buchse des Generators
(Bez. 1, Seite 8) bekommt man Zugriff auf die Schweißstromregulierung durch die beiden
auf dem Brennergriff anwesenden Druckknöpfe. Betätigt man den oberen Druckknopf stei-
gert sich der Strom bis Erreichen des über den Hauptencoder (Bez. 10, Seite 8) eingestell-
ten Werts; bei Betätigen des unteren Druckknopfs sinkt der Strom auf den Wert von 4 Am-
pere ab.
DEUTSCH
TECHNISCHE BESCHREIBUNG
43
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
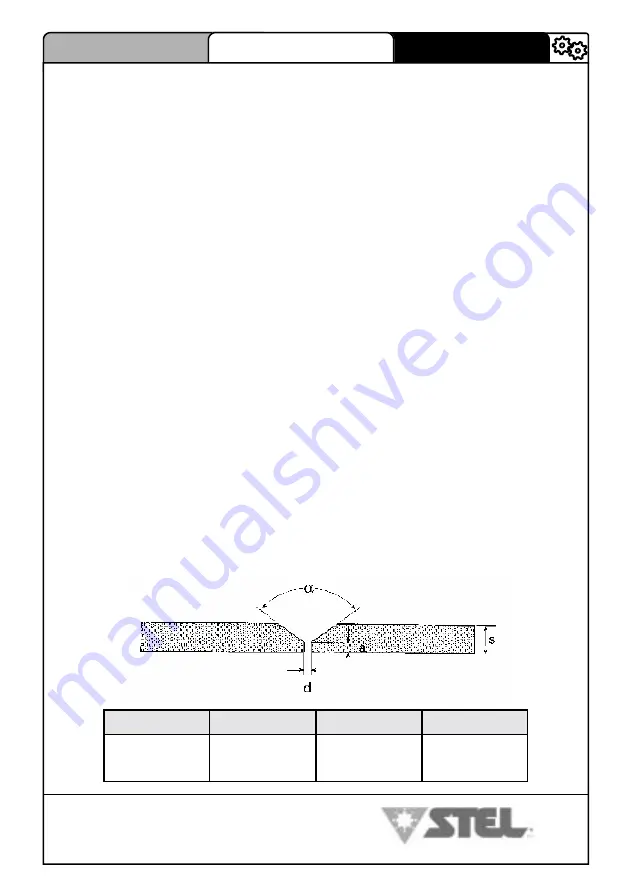
s (mm)
a (mm)
d (mm)
α
(°)
0÷3
3÷6
4÷6
0
0
1÷1.5
0
0.5
1÷2
0
0
60
ENGLISH
TECHNICAL DESCRIPTION
7.0 TIG WELDING
7.1- PROCEDURES AND TECHNICAL DATA FOR TIG WELDING
INTRODUCTION:
- Gas Tungsten Arc Welding (GTAW) is the definition of the welding process in which
the arc, during work, is maintained by means of an infusible metal electrode (usually
tungsten). The arc area (electrode and weld pool) is protected against atmospheric
contamination by means of an inert gas such as argon or helium, which flows continu-
ously through special ducts connected to the torch.
For the sake of simplicity and uniformity, all references to the process in this manual
are made with the term TIG (Tungsten Inert Gas).
- This process may be used for making clean and precise welds on any type of metal,
respecting its physical and chemical composition.
Thanks to this characteristic, TIG welding is the only method suitable for joining cer-
tain metals.
- Due to the characteristics of the TIG process, the design of the welding machine
must satisfy specific requirements. TIG welding machines are designed and built with
these provisions. If they are installed, used and maintained correctly, they can give
long and satisfactory service, making correct, clean welds.
7.2 TIG WELDING PHASES
TIG WELDING ON STEEL
- PREPARATORY PHASE:
A) Preparing the edges (butt joints)
Содержание MAX dp 171C
Страница 152: ......







































































