





























128
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
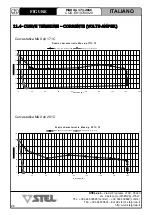
MAX dp 171-201C
COD. 6910700020
b) Selección y preparación del electrodo
- Los electrodos normalmente utilizados son de tungsteno ceriado
(2% de cerio,
presentan una coloración gris) y se aconsejan los diámetros siguientes con
arreglo a la corriente:
- Se realiza en el electrodo una punta como aparece en la figura.
- El ángulo a varía al cambiar la corriente de soldadura. La tabla siguiente
aconseja el valor:
c) Material de aportación
- Existen muchos materiales tratables pero son validas algunas reglas
fundamentales:
1 ) las varillas de material de aportación respetarán las mismas propiedades
mecánicas y químicas del material a soldar;
2) no es conveniente utilizar partes del material base dado que podrían
contener impurezas ocasionadas por el trabajo;
3) de ser diferente la composición química del material utilizado, es oportuno
evaluar las características finales de la unión, tanto mecánicas como
anticorrosivas.
d) Gas de protección
- El gas de protección normalmente empleado es argón puro en cantidad variable
según la corriente empleada (4-6 I/min).
- El procedimiento TIG es indicado para la soldadura de aceros (tanto al carbono
como ligados), permite una soldadura de óptimo aspecto que reduce las
elaboraciones siguientes y se utiliza con frecuencia para la primera pasada en los
tubos.
- Antes de la soldadura hay que efectuar una cuidadosa preparación y limpieza de
los bordes.
Ángulo (
α
)
Corriente de soldadura A
30
60 – 90
90 –120
5 - 30
30 - 120
120 - 160
ESPAÑOL
DESCRIPCIÓN TÉCNICA
21
MAX dp 171-201C
COD. 6910700020
STEL s.r.l. – Via del Progresso n° 59 – 36020
Loc. Castegnero (VICENZA) - ITALY
TEL. +39 444 639525 (central.) – +39 444 639682 (comm.)
FAX +39 444 639641 – E-mail: stel @ stelgroup.it
http: www.stelgroup.it
Fine saldatura:
FIG.N° 1
1) In modalità TIG si può terminare la saldatura con la funzione rampa di discesa
(slope-down) agendo sulla distanza dell’ arco dal pezzo di saldatura.
2) Portando in posizione OFF la rampa di discesa l’operatore dovrà strappare l’ar-
co per terminare la saldatura.
In figura n°1 vediamo che per terminare la saldatura si può alzare la torcia dal
pezzo dando così inizio alla rampa di discesa .
ITALIANO
DESCRIZIONE TECNICA
Corrente di saldatura
Содержание MAX dp 171C
Страница 152: ......





















































